Greg Hollows, Edmund Industrial Optics Inc.
There are many things to consider from an optical perspective when designing the illumination for a machine vision system. Some are as simple as the use of low-cost optical filters to increase contrast or to reduce unwanted lighting effects (Figure 1). Others stem from radiometer principles related to the lens design used. Doing some upfront legwork will increase system capability and reliability, while helping to reduce the likelihood of undesirable results and delays in start-ups or rollouts.
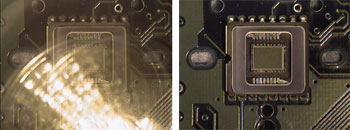
Figure 1. The role of both color filters and polarizers is to boost contrast in the image by reducing effects such as hot spots and blooming produced by scattered light. High resolution and good contrast are key to inspection success.
One of the simplest ways to increase a system’s capability is to employ color or polarizing filters on either the light source or the lens itself. The goal is to boost the contrast levels between objects under inspection, even with gray-scale imaging systems, and thus to yield an image that is easier to process. An example would be an inspection application that must separate red and green gel capsules. Working with a monochrome camera and no filter, the low amount of contrast provides less-than-desirable inspection results (Figure 2 left). The addition of a red filter allows sorting without moving to a more costly color vision system (Figure 2 right).
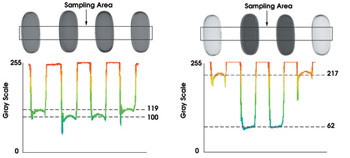
Figure 2. To capture the image on the right, a simple red filter was added to a monochrome-camera-based machine vision system to produce high levels of contrast between red and green pills (red pills, clear; green, dark). Thus, a low-cost gray-scale system can be used in place of a color vision system to facilitate separation of the different capsule types.
Now consider higher-level optical issues that can affect the illumination strategy. Over the past few years, the availability of higher-resolution cameras with larger formats for both area- and line-scan applications has steadily grown. As camera sensor formats increase in size, it can become more and more difficult to cover the imaging chip with even, relative illumination.
This effect is seen most dramatically when it is necessary to obtain large fields of view at relatively short working distances, which frequently is the case with applications such as high-speed web inspection. Basically, what occurs is a change in intensity of lighting, starting in the middle of the image and rolling off to the edges of the field of view, so that edges and corners of the image appear darker than the center. This can lead to processing problems if the light levels dip too low to produce good relative contrast throughout the image.
Compensating for rolloff
A basic calculation can be used to examine roll-off issues. This involves determining the angle between the light coming through the center of the lens and the light coming through the edge of the imaging area and then taking the cosine to the fourth of that. The result helps quantify the difference between the illumination levels from the center to the edge of the field of view.
The good news is that several compensation strategies are available — some more costly than others. One option is to use a camera that can automatically adjust gain across the field by turning up the intensity in areas where the light level may be lower. The potential problem here is that turning up the gain usually increases system noise.
It also may be possible to adjust the lighting levels across the object to match the lens characteristics. The process could be as simple as adding sources to increase the illumination in areas where the roll-off is most pronounced. Another technique is to filter the original source so that lighting in the center of the image is lowered, and the illumination is increased going toward the edges. A final option would be to use what is known as an image space telecentric lens to help optically compensate for these issues.
Ultimately, in many applications, the goal should be to examine the lighting and optical systems as early as possible when designing the inspection project. This will not only boost machine vision performance, but also eliminate illumination problems that could later stop a project in its tracks.
Meet the author
Greg Hollows is a product manager for machine vision systems at Edmund Industrial Optics Inc. in Barrington, N.J.; e-mail: [email protected]