The reason for cleaning an optical element is to improve performance. Proper materials, techniques and handling procedures should be used to minimize the risk of damage.
Emily Kubacki, CVI Laser LLC
Anyone who has worn glasses or driven a car knows the detrimental effects of dirt on the performance of a lens or window. The effects can be more serious in optics setups that involve laser radiation.

Precision optics should be handled properly in cleaning. Here, the prism is held on the frosted surfaces.
Contaminants, whether on a coating or on the substrate surface, can absorb laser energy, leading to damage to the coating or its interface with the substrate. Studies have shown that the cleaning process alone can cause variations in the laser damage threshold of a coated part by 25 to 75 percent. It is easy to see why cleaning, coating and packaging in a cleanroom environment are so important to both the lifetime and performance of optics.
The wipe technique should involve smooth and continuous motions of the lens tissue across the optic.
Unfortunately, the photonics industry does not have established standards either for cleaning methods or even for the definition of what a “clean” optical element is. The only widely accepted principles are that all cleaning methods incur some handling risks and that excessive or unnecessary cleaning should be avoided to prevent limiting the lifetime of an optical component — in particular, coated optics.
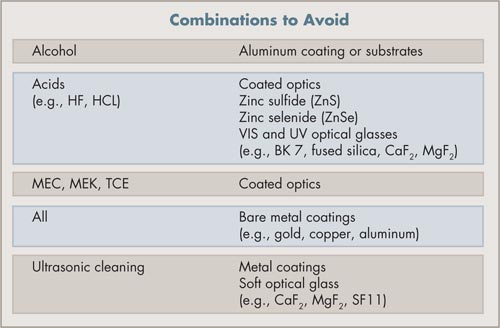 Historically, optical components such as mirrors and beamsplitters have been cleaned by hand, using lint-free optical wipes and reagent-grade acetone or another liquid solvent such as methanol, ethanol, 97 percent pure isopropyl alcohol, methyl ethyl ketone (MEK) or methylene chloride (MEC). Some inorganic acids such as trichloroethylene (TCE), hydrofluoric acid (HF) and hydrochloric acid (HCL) may be used on uncoated silicon wafers, and nitric acid may be used on germanium substrates. Acidic solutions, however, should never be used on coated or uncoated zinc sulfide (ZnS) or zinc selenide (ZnSe) components.
Historically, optical components such as mirrors and beamsplitters have been cleaned by hand, using lint-free optical wipes and reagent-grade acetone or another liquid solvent such as methanol, ethanol, 97 percent pure isopropyl alcohol, methyl ethyl ketone (MEK) or methylene chloride (MEC). Some inorganic acids such as trichloroethylene (TCE), hydrofluoric acid (HF) and hydrochloric acid (HCL) may be used on uncoated silicon wafers, and nitric acid may be used on germanium substrates. Acidic solutions, however, should never be used on coated or uncoated zinc sulfide (ZnS) or zinc selenide (ZnSe) components.
Acetone is very good at dissolving grease, but it dries very quickly and always should be handled with acetone-impenetrable gloves. In general, isopropyl alcohol is a safe and effective cleaner — except for cleaning aluminum coatings. Because alcohol reacts with aluminum, it should never be used on protected or bare aluminum-coated mirrors. Methanol and most acidic solutions can be toxic or damaging to optics or coatings if misused, so care should be taken to follow the instructions provided by the manufacturer.
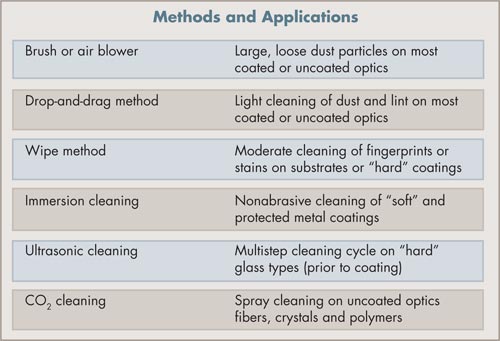 Before cleaning, it generally is recommended that one first remove dust and other large particles of debris using a bulb blower, a camel hair brush or dry-nitrogen-propelled compressed air. Other pressurized gas products are not recommended because the propellant could be released onto the optical surface in the form of liquid droplets.
Before cleaning, it generally is recommended that one first remove dust and other large particles of debris using a bulb blower, a camel hair brush or dry-nitrogen-propelled compressed air. Other pressurized gas products are not recommended because the propellant could be released onto the optical surface in the form of liquid droplets.
Three hand-cleaning techniques typically are used, depending on the type of optic and the level of cleaning required: the drop-and-drag method, the wipe method and immersion. For each, it is important to handle the optics with care. Using latex gloves or powder-free finger cots and always holding the component by the outer edges will help to prevent additional scratches, chips or fingerprints.
Scratches can result from improper cleaning methods.
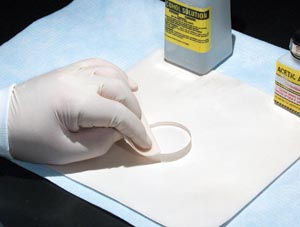
The drop-and-drag method, the most commonly used, is intended for light cleaning. A drop of methanol or reagent-grade acetone is placed in the center of a clean lens tissue, precision quality optical wipe or microfiber cloth; it should not be applied directly to the lens surface. The wet portion of the wipe is placed on the optic and slowly dragged across the surface, exerting no pressure. The surfaces of both the wipe and the optic should be nearly dry at the completion of the drag. If done properly, the residual solvent will have evaporated from the optical surface without leaving spots or wipe marks. In many cases, it is beneficial to clean the edges of the optic first to prevent dirt or excess polishing compound from being drawn onto the polished surface.
The wipe method is recommended to remove fingerprints and other embedded residues on uncoated surfaces or durable coatings. This technique uses a clean lens tissue or wipe folded into a brush and grasped near the fold with a hemostat, fingers or tweezers. Several drops of solvent are placed on the fold, and the excess is shaken off. With gentle, uniform pressure, the brush is wiped slowly from one edge of the optic to the other and then discarded, even if a second wipe is required.
An alternative to this technique, which is particularly useful for infrared optics, uses sterile surgical-quality cotton balls or lint-free cotton swabs. Using only the pressure from the wipe or cotton ball, the optic can be wiped across in an “S” shape or along individual spokes, working from the center out to the edge. Each swab is discarded between wipes. It is important that the swab be dampened with acetone or alcohol before use and that the surface not be scrubbed back and forth, which would increase the likelihood of surface scratches or damage to a coating.
The immersion technique can be used on most metallic coatings, such as protected silver, protected aluminum and protected gold. Each of these coatings, however, varies in hardness and durability and so should be treated with extreme caution. After the surface dust is removed, the optics can be immersed in acetone and rinsed in fresh solvent until clean. Bare metal coatings and some very soft coatings used for filters or deep-ultraviolet optics should not be cleaned or touched in any way.
Ultrasonic cleaning is a multistep aqueous process that typically is used on uncoated substrates prior to coating. Whereas hand cleaning primarily is done on coated optics and soft substrate materials — including calcium fluoride (CaF2), magnesium fluoride (MgF2) and flint glasses such as SF11 — a combination of a degreaser, a mechanical scrub and/or an ultrasonic aqueous cleaning cycle generally is considered sufficient for “hard” types of glass; i.e., those with a Knoop coefficient ≥500, such as BK 7 and fused silica or quartz.

Ultrasonic cleaning is an automated multistep aqueous process for the cleaning of substrates prior to coating.
The process consists of a five- to seven-stage progression of rinses, sprays and washes in neutral detergents and high-purity deionized water, followed by a hot air-dry and inspection in a class 100 or better cleanroom. It sometimes is preceded by a mechanical scrub or a vapor acetone or bromide degreaser step to optimize the efficiency of the cleaning cycle. Depending on the size and quantity of the optics, they may be held in stainless steel baskets or mounted in the appropriate coating fixtures to prevent recontamination from excess handling prior to coating.
Liquid CO2 is a new technique that is used to remove oils and microscopic particles from optical waveguides, electro-optical devices, silicon wafers and a variety of biomedical, aerospace and semiconductor components. This process delivers a precisely controlled and purified spray alternated with warm air cycles to the optical surface.
Because CO2 is noncorrosive and relatively nontoxic, it is safer to use than many traditional solvents, but it requires nontraditional procedures and a controlled, moisture-free work environment and so may incur additional initial expenses. In the long term, however, it may turn out to be a less expensive and more effective means of achieving ultraclean surfaces, possibly resulting in coatings with higher damage thresholds.&
Meet the author
Emily Kubacki is the optics product manager at CVI Laser LLC in Albuquerque, N.M.; e-mail: [email protected].