The technology yields high-quality microlenses for the collimation of diode lasers and can satisfy the expected demand as lasers and lenses make their way into automotive and consumer applications.
Edgar Pawlowski, Helge Vogt and Dr. Bernd Wölfing, Schott AG
The high-power diode laser achieves the highest level of performance of any laser source. Its compact design, convenient electrical input and extremely high level of efficiency have made it indispensable in a variety of applications, and it can be found more and more in direct medical and industrial applications such as soldering, welding, cutting and surface treatment.
Highly precise optics, however, are required to shape the beam of a diode laser for a particular application. The fast-axis-collimation microlens is the key to a high-quality beam.
Ultraprecision molding enables the fabrication of high-quality fast-axis-collimation microlenses that offer optical beam collimation of better than 2 mrad. The molding process guarantees a consistent quality over the production chain.
Collimation lenses
Typical solid-state diode lasers are 1 × 150 μm or 1 × 200 μm in size. Usually, 15 to 25 of the emitters are arranged next to each other. Because of their small size, diffraction results in a divergence of the beam of up to 60° along the fast axis and approximately 10° along the slow axis.
A fast-axis-collimation microlens with a high numerical aperture enables one to collimate the light of such a divergent beam. In this context, a short focal length (<1 mm) is advantageous to realizing a compact design of the laser module. The original brilliance of the laser source can be maintained only by using an aspheric lens, for which the aspheric contour accuracy must be better than 1 μm.
The need for other micro-optic elements depends on the respective application of the diode laser, but fast-axis-collimation microlenses are necessary in almost every instance. Although it is a common optical element in laser applications, it nevertheless is the most demanding to fabricate, as a result of its shape and its surface and material tolerances. The accuracy of the fast-axis-collimation lens is a critical factor for the performance of the whole optical laser system. Any imperfection in the fast-axis-collimation lens cannot be compensated for by the following optical system. Fast-axis-collimation lenses from Schott AG of Mainz, Germany, are diffraction-limited and maintain the beam characteristics of the laser bar. Any lower lens quality results in a significant loss of power output.
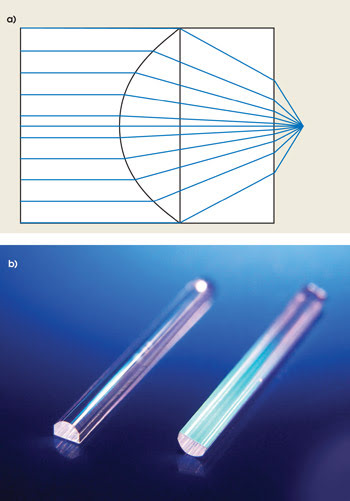
Figure 1. A fast-axis-collimation microlens design shows the divergent beam coming from a diode laser at right and the collimated light after lens at left (a). The products have a greenish shine as a result of their antireflection coatings (b).
The design of an aspheric fast-axis-collimation microlens is shown in Figure 1a. The lens has been optimized for a wavelength range of 780 to 1000 nm, with an NA of >0.8, making it suitable for use with almost all types of semiconductor laser diodes. Molded fast-axis-collimation microlenses are shown in Figure 1b.
Precision molding
There are many techniques for fabricating optical elements. Grinding and polishing is the most common, but it is most effective only for the production of spherical lenses with a low numerical aperture. For aspheric lenses, this method is much less efficient. For micro-optics with high numerical apertures and steep slopes, it becomes time-consuming and costly, being more of an art form than a process suitable for mass production.
Over the past decade, therefore, other technical processes were developed for the fabrication of aspheric micro-optics, including etching, ion-beam milling, ion-exchange for graded index lenses, and fiber-drawing. However, these processes have certain geometrical limitations and are only partly suitable for mass production.
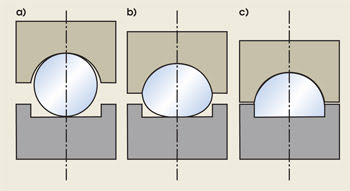
Figure 2. Precision molding involves heating the glass preform in the mold (a), pressing to the desired shape (b) and cooling (c).
The precision molding of lenses, the result of technology developed at Schott in the early 1980s, has been improved over the past decade to fabricate aspheric micro-optics in a one-step approach. In the process, a low-Tg optical glass preform — that is, glass with a Tg, or transition temperature (a “melting point”), of less than 800 °C — is inserted into a mold, heated to a sufficiently low viscosity and pressed into its aspheric shape (Figure 2). Many low-Tg glasses have been developed, with a wide variety of optical properties. With the rise of digital systems such as cameras and projectors and the resultant demand for aspheric optics, precision molding has become the mass fabrication technology used in the production of aspheres.
Quality assurance
Its advantage is that the critical, cost-intensive step of making the extremely precise mold is carried out only once. Its shape then is duplicated up to thousands of times in glass, making the process very reproducible and resulting in high quality and reliability.
Only lenses with shapes accurate to within 1 μm of the design specification can fulfill the demands of the collimation of a diode laser beam. Therefore, Schott constantly monitors the quality of its molded products using precision measurement equipment.
Tactile measurement enables the tracking of the accuracy of the aspheric shape as well as the waviness of the lens, or smile, down to 10 nm. The quality control feedback to the molding process enables the adjustment of parameters such as temperature and pressure so that the most accurate shape is guaranteed.
Following the application of a broadband antireflection coating, the optical performance of a lens is tested using a diode laser module. The intensity profile is measured, and the collimation is evaluated from the measurement data.
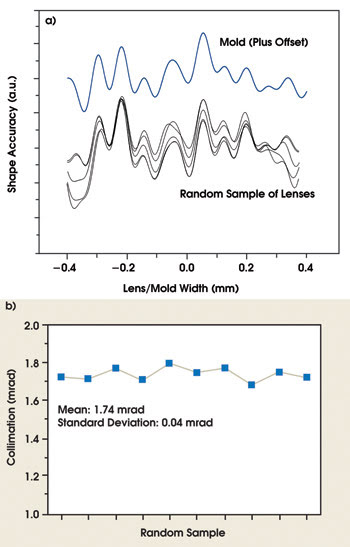
Figure 3. The shape accuracy of the mold is reliably replicated in the lenses (a). The collimation of a random set of lenses exhibits little variationin performance (b).
The optical performance of a fast-axis-collimation microlens strongly correlates to the accuracy of the aspheric shape (Figure 3a). Therefore, the optical performance of the lenses shows negligible variation, which spares the customer the work of separating them by quality with regard to certain applications in a batch (Figure 3b). The consistent performance also simplifies the alignment and mounting of the lenses, translating into a cost reduction in the fabrication of laser modules.
Market demands
Today’s high-power diode lasers are limited mostly to industrial applications. However, because there is a trend toward their use in the consumer and automotive sectors, the demand for fast-axis-collimation lenses is expected to increase tremendously in the coming years.
A mass production process is needed to supply this market. Precision molding has proved to be a reliable means of producing large numbers of aspheric lenses for many applications. It also can be applied to the production of cylindrical micro-optics, especially fast-axis-collimation microlenses, which collimate the beam to less than 2 mrad.
Meet the authors
Edgar Pawlowski is group leader of optical and electronic devices at Schott AG’s Product Development Materials in Mainz, Germany; e-mail: [email protected].
Helge Vogt (e-mail: [email protected]) and Dr. Bernd Wölfing (e-mail: [email protected]) are manager of new products and a researcher in the development of precision glass molding, respectively, at Schott’s Optics for Devices in Mainz.