Accurate marking, imaging and extraction of data codes on pharmaceutical bottles can help lower costs for the manufacturer and for the consumer.
Gregory Hollows, Edmund Optics Inc., and David Pfleger, FP Developments Inc.
Manufacturing of pharmaceuticals is an important and evolving industry. With the advent of globalization and the influx of counterfeit products, the development of new technologies such as e-pedigrees (secure files that store data about each move a product makes through the supply chain) is becoming an essential component of the tracking and product verification process. E-pedigrees enable pharmaceutical products to be tracked from time of manufacture until end use by a doctor, hospital or individual. Initiatives in states such as California and Florida as well as in the European Union have helped drive efforts forward in this critical area. Unfortunately, as with many new technologies, e-pedigrees have many issues to overcome.
One challenge is placing the e-pedigree data on a product not originally designed to accept this information and doing so in a permanent, legible fashion while accounting for the need to use this information at many user and distribution points. Additionally, the restrictive nature of pharmaceutical packaging leaves little room for material changes to accommodate new quality requirements such as these. Thus, e-pedigrees have moved to center stage in conversations between machine builders and pharmaceutical manufacturers.
The 2-D data matrix has emerged as the primary way to hold the required e-pedigree information and has been adopted in the automotive and the food and beverage industries. It can hold large amounts of data and has very good error correction, making it a logical choice for the pharmaceutical industry. Of great concern is creating a marking with high enough contrast so that scanners and imaging systems can read the data in the matrix reliably and repeatedly. This is just one of many hurdles that machine vision designers must overcome.
Every machine vision inspection system, including those used for examining pharmaceutical products, has a unique level of complexity. For example, the method of presenting the products to the inspection system, the makeup and geometry of the pieces under inspection, and the space constraints are just some factors that must be considered and accounted for early in the application. Additionally, the speed at which the application should run, both now and in the future, must be determined. Changes in the size, color and shape of the object under inspection are another factor.
To guarantee accurate identification of the pharmaceuticals its systems would be handling, FP Developments Inc. of Williamstown, N.J., had to develop a system that can accommodate all these complexities. The system has to efficiently move hundreds of bottles a minute from a filling and labeling area to a gross packing area while ensuring that each bottle is labeled and marked correctly. The labeling on the caps and, in some instances, on the bottles has to be read with a high degree of accuracy.
Same line, different task
In the food and beverage and pharmaceutical industries, the same manufacturing line can be used for a variety of tasks. These can be as simple as filling different-size containers with the same liquid or material, or they can involve a more complex scenario, such as filling a variety of containers that are the same size but that have different external surface makeup and markings. What this ultimately means is that the materials-handling part of the system requires what is called toolless changeover. That is, it must adapt to a number of different containers that may be used now and in the future, and it must do so quickly and easily without requiring installation of new fixturing or other complex changes. Consequently, the lighting and optical portions of the system must do the same. They must perform their inspection function equally well, regardless of the size, position and orientation of the container being inspected.
The next consideration is locating the labeling on the product and verifying that it is correct. A variety of labeling techniques can be employed to lay down the 2-D data matrix in the form of a bar code. This data matrix carries the critical information about what each bottle contains and when it was made as well as other important data. End users from distribution companies to doctors’ offices and hospitals will use these bar codes to ensure that individuals get exactly what they need when they need it.
Many factors come into play when considering how and where each bottle is to be labeled. Most involve the type of cap used and the speed at which the bottles will pass through the system. The issues behind these decisions are numerous and include cost and intended use of the bottle materials as well as the nature of the substance that will be marked.
Methods for labeling can range from adding a code with a printer to burning in the code with a CO2 or YAG laser to using a UV imprint. Each method has its pluses and minuses that must be considered as part of the process, but the decision will be based on the specific demands on the line being built. In the end, marking on the cap skirt (Figure 1) is the ideal for many applications.
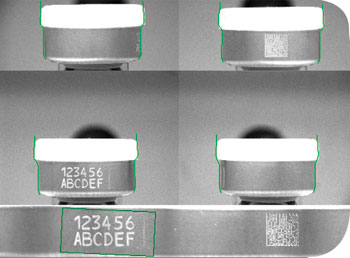
Figure 1. E-pedigrees typically are encoded onto the cap skirt of pharmaceutical bottles. The key to producing readable codes is creating high enough contrast so that the code can be viewed from almost any angle. Even the best marking method can produce a wide range of results, making the vision system a critical factor in extracting accurate information.
One of the most critical issues is producing contrast levels high enough that the printing can be viewed from almost any angle. Some techniques do this better than others. The advent of certain pigments that increase contrast when etched by specific lasers and the use of UV-sensitive pigments have helped. Ultimately, though, a wide range of results can be seen in even the best-designed marking applications. This is where the complexity of the vision system increases rapidly.
Because the code is on the side of the cap skirt and because the bottle can be rotated into any position, the code can be in any position. Until recently, this would have created some real complexities. Although it is fairly simple to use three or four cameras to look at all sides of an object, it is difficult to extract information that is wrapped around the edges of an object or that is contained at the edges of the field of view in two different images (Figure 2).

Figure 2. Camera orientation can make it difficult to extract information from an object. However, creative computer code writing platforms, such as Cognex Corp.’s OmniView, enable the process.
Finding the marking
However, creative and intense code writing enables this information to be extracted. Cognex Corp. of Natick, Mass., a company that makes and deploys machine vision hardware and software, recently has developed a complete system that overcomes these issues. The company’s OmniView platform uses four accurately aligned high-resolution cameras and powerful proprietary software algorithms to create, using images from each of the four cameras, a 3-D surface model of an object that then is flattened (Figure 3). From this flattened or unwrapped image, a host of information can be extracted with image analysis algorithms.

Figure 3. Cognex’s OmniView platform uses four accurately aligned high-resolution cameras and proprietary software algorithms to acquire images, to create a 3-D surface model of an object and to flatten it. A great deal of information can be extracted from the flattened or unwrapped image by using image analysis algorithms.
Once this portion of the application has been solved, another challenging aspect of the imaging equation must be considered — lens selection and lighting. As with any imaging application, the correct combination of camera, lens and lighting is required to produce a robust solution that will yield reliable, repeatable results.
From an optical perspective, a variety of issues must be considered:
• The size and position of the bottles relative to camera position.
• The room needed to fit four cameras and lenses into a confined manufacturing area with moving parts.
• The depth of field relative to the curvature of the cap.
• The object to be imaged. In some instances, both the cap and label or only the cap required imaging.
• The fact that the cap, cap skirt and label may be made in different colors and from varying textures and materials.
• The balance between a single large field of view that can image any size bottle versus obtaining enough detail from the relatively small, potentially low-contrast 2-D bar code.
Considering all these aspects and the requirement to obtain high contrast very quickly reduces the number of lens options to a few choices. Ultimately, what allowed this application to take full advantage of Cognex’s advanced software algorithms was a set of lenses designed specifically for machine vision use at short conjugates. Many lenses used in machine vision today have been designed for either multipurpose use or for industries that do not necessarily address high-resolution imaging at short distances. The demands of this application required lenses specifically dedicated to high-resolution machine vision.
Even illumination
With optics, camera and software platforms selected, one of the trickiest parts of the application, the lighting, must be considered next. Often it is hard to appreciate the complexity of objects that seem so basic. Although a small clear bottle with a basic aluminum lid may appear to be simple, it is actually one of the hardest objects to illuminate evenly without hot spots or glare, which is especially true because the bottle must be viewed from every angle. Such bottles are clear and highly reflective at the same time, and if they are filled with liquid (with many different indices, depending on what is being run), the liquid can act as a lens. Additionally, varying levels of reflectivity can be seen on the curved cap skirt from part to part and from run to run.
Needless to say, illumination control is no simple task. Any type of directional illumination will prove futile because hot spots and through-bottle focuses will appear all over the bottle and cap. Diffuse illumination is needed to create a cloudy day effect that will not yield any hot spots. Additionally, because of the curved shape of bottles and caps, a similar geometry must be created to flatten glare off the surfaces.
To meet these requirements, a large diffuse dome light is used directly above the bottles. Essentially each bottle is bathed with diffuse illumination from a large curved light source, which creates even illumination from all directions. Unfortunately, as with many diffused light sources, intensity drops off quickly as the distance from the object increases. As a result, the regions closer to the bottom of the bottle are far darker than those at the top. Solving this problem requires some unconventional methods.
As can be seen in Figure 4, the bottles move on a flat carrier. A vacuum system holds them to the carrier from below so that they do not fly off when they move through the viewing area. The vacuum connection makes it impossible to place a lighting system directly below the bottles. Instead, the carrier material is changed so that the bottles will be translucent. Then each carrier is illuminated from the side as it moves into position in front of the cameras, making the carrier itself a diffuse backlight that allows illumination balancing from top to bottom on each bottle.

Figure 4. Bottles in a pharmaceutical production line move on a flat carrier and are held in place by a vacuum system as they move through the viewing area. The drug’s translucent carrier material creates a diffuse backlight that balances illumination on each bottle from top to bottom, providing more accurate readings.
When all the topics are covered involving the accurate marking, imaging and extracting of data codes off pharmaceuticals, the identification and tracking of these materials are far more accurate. First, the risk of incorrect or out-of-date medications ending up in final use locations is greatly reduced, which is important because it relates directly to the health of the general public. For the manufacturer, accuracy in tracking pharmaceuticals reduces the likelihood of a costly mistake.
Additionally, in the event of a complete recall, this system can reduce the costs incurred. Many times, all products involved are destroyed, whereas if this type of initiative is employed, the suitable parts can be sorted from the problem ones and possibly returned to circulation, reducing costs for both manufacturer and consumer. All of this increased safety and cost savings can be attributed to photonics-based solutions — from the laser marking systems to the imaging lenses to the lighting systems employed.
Meet the authors
Gregory Hollows, director of machine vision solutions, Edmund Optics, Barrington, N.J.; e-mail: [email protected].
David Pfleger, vision project coordinator, FP Developments, Williamstown, N.J.; e-mail: [email protected].