Temperature changes hold the key to precision positioning applications.
Thomas Bartholomäus and Beda Espinzoa, Newport Corp.
The dominant cause of error in most motion applications is temperature or, more precisely, temperature change. Temperature alone affects the accuracy of any position measurement, and this error – linear – is either irrelevant or can be compensated for easily. However, temperature changes cause drift and affect repeatability or reproducibility, very real concerns for most high-precision motion applications. It is much more difficult to control or compensate for this.
Any experimental setup or machine is made of materials such as steel, granite or aluminum, all of which inherently have different linear thermal expansion coefficients. Because any position is always measured between two points, one typically a stationary reference – for instance, from an optical table or an overhead granite bridge – and the other on a motion stage, the dissimilar thermal expansion of different materials in the setup causes length changes between the two points, eventually seen as drift or error in reproducibility in the application. Therefore, the position of a motion stage may be perfectly stable and accurate, but the position relative to the reference may change because of nonuniform material expansion within the setup.
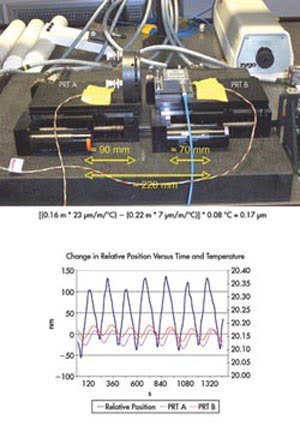
Figure 1. Depicted here is the relative position change between two linear stages mounted on a granite table. Note that the stages are not powered. The position change is entirely the result of the different thermal expansion coefficients of aluminum and steel.
A perfect correlation
To illustrate this point, in Figure 1, the distance between the edges of two aluminum linear stages is monitored with a laser interferometer. The stages are mounted on a granite table using screws at the center of the stages. The stages are screwed onto a granite table. They are not powered, so any position drift is entirely the result of thermal expansion and the granite. The relative position fluctuation of 170 nm every three minutes correlates perfectly to the temperature fluctuation of the stages of 0.08 °C – a result of the air-conditioning system – and can be explained by the thermal expansion coefficients of aluminum (23 μm/m/°C) and of granite (7 μm/m/°C) used in the setup. Hence, the position drift is not caused by the performance of the stages but by the inhomogeneous materials in the setup.
But temperature changes also have many other effects. For example, in a linear stage, the temperature of a steel leadscrew increases as it is cycled through its travel, lengthening the screw by ~10 μm/~100 mm/K change. If the position of the stage is controlled by a shaft encoder or the steps of a stepper motor, or if the motor is turned off after the motion, the screw will expand slowly, resulting in a slow drift or in an error in repeatability if the same position is approached many times (Figure 2, bottom).
However, when a direct encoder is used – e.g., a linear scale – the heating of the screw does not affect stage position, and high repeatability is achieved. Repeatable positioning is the primary advantage of direct encoders over shaft encoders or open-loop steppers. Also, in steady position, a stage with a direct encoder will correct for the length changes of the screw as the screw cools down after the motion. However, these corrections will be viewed as position instabilities from the outside world (Figure 2, top). The preferred behavior – continuous drift or correction – depends on the application.

Figure 2. The position change of a vertical linear stage with 45-kg axial load is pictured after some continuous motion with motor on (left) and motor off (right). With the motor off, the stage position drifts because of the heat dissipation of the screw after the motion. The stage features a direct encoder (not coupled to the screw) with motor on, so the stage position is continuously corrected for. However, this continuous position correction yields to sudden position changes rather than a continuous drift.
Dissimilar materials used inside a motion stage also can introduce significant motion system errors. Figure 3 shows schematically the cross section of a Newport FEM optimized U-channel design used on the ILS and IMS series linear stages (left) compared with a linear stage with a box design (right). In the U-channel design, the center of stiffness of the steel parts (green) is in the same plane as the center of stiffness of the aluminum parts (blue). In the box design, the center of stiffness line does not bisect all dissimilar materials the same way, creating bimetallic bending that introduces a considerable pitch error on the stage. In many applications, pitch error is a major contributor to positioning errors, particularly for long travel, multiaxis positioning systems and any application where the “point of interest” is far from the position-sensing device; e.g., the bearing plane.
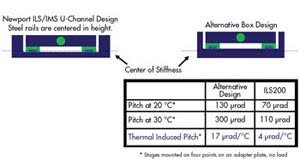
Figure 3. The thermally induced pitch of an athermal Newport design is compared with an alternative box design.
Users should be cognizant of temperature, especially changes normally encountered in a lab or manufacturing environment, which can be the main cause of errors in many high-precision motion applications. Also consider that flatness of the mounting surfaces, large distances of the “point of interest” from the position feedback systems, off-centered loading and nonoptimum motion electronics can introduce errors.
But that’s a different story.
Meet the authors
Thomas Bartholomäus is director of product marketing at Newport Motion; e-mail: [email protected]. Beda Espinoza is senior manager for product marketing at Newport Motion; e-mail: [email protected].