Dr. Rüdiger Brockmann and Peter Kaupp, Trumpf Laser-und-Systemtechnik
New concepts in the design and construction of structural elements such as beams, sills
and car doors that include the use of profiles, single-sided laser joining processes
and interlocking connectors save weight, time, costs and installation space. These
new concepts lead to simpler construction techniques such as using butt joints instead
of overlapping flange connections, and joining that doesn’t require special
clamping devices.
How much material, weight and fuel can be saved if the flange and lap joints on beams,
sills, tunnels and other welded open channel constructions of a car body are replaced
with butt joints? When the weight of the glue that joins the door panels to the
frame is included in the overall equation, this question is worth asking.
Depending upon the components, no longer using flange overlap
connections can lead to weight savings in the kilogram range and reduce the necessary
installation space per part by the width of the previous flange – often up
to 8 to 16 mm. The overlapping flange design is the long-grown-up child of two inventions
that have characterized modern car body construction.
The first is resistance spot welding, developed in 1877 as a fast,
efficient and useful joining method for manufacturing; and the second is robotics,
which began to be used in industrial applications in 1954. When combined, welding
rendered an enormous leap in the level of automation and productivity possible.
However, there was a price to be paid in design requirements: two pieces of sheet
metal placed on top of one another that the robot can clamp with its electrode holders.
This method and the speed with which it can move from weld point to weld point rank
among the most formative moments in car body construction.
Strategy change during design
Over the long term, future savings and productivity gains will
be more a result of a strategy change in the design rather than an optimization
of the existing methods. In other words, designs that use single-sided, highly automatable
welding methods like remote laser welding will produce savings and productivity
benefits. Such designs pave the way for profile and tube designs for structural
elements and for components joined with integrated clamping devices.
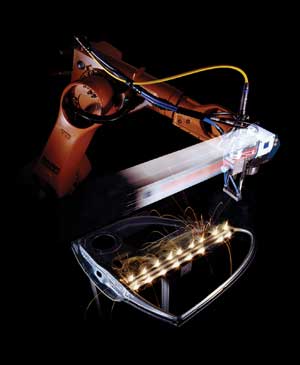
Remote instead of resistance spot welding: With Roboscan, Daimler saved 50 to 80 percent in processing time and gained additional design advantages from the new method. Images courtesy of Trumpf Laser-und-Systemtechnik.
Three years ago, Daimler and a few other companies demonstrated
what the turnabout from resistance spot welding to laser beam welding can mean when
they began using the “robot scan” laser welding process. In May 2010
at the International Laser Technology Congress in Aachen, Germany, the benefits
of the method were once again demonstrated. The processing speed rose from 50 to
80 percent.
At the same time, Daimler took advantage of the ability to freely
shape the seam geometry and replaced the weld spots with C-shape and S-shape weld
seams. These substantially stiffer connections allow a reduction in the thickness
of the sheet metal, which in turn means a reduction in weight and material costs
as well as welding time and energy.
The true charm of laser welding becomes apparent with the design
freedom it offers. Because it does not require overlapping, flanges or double-sided
access, laser welding can be used for all the modern sheet, tube and profile processing
in car body construction. The universal process chain with tube processing machines
that cut and bend tubes and profiles with the necessary precision is already available.

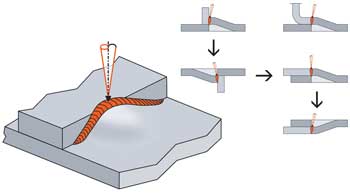
Preparation: The laser places the necessary cutouts. Because it works
on one side and the material is not mechanically stressed, the profiles can be cut
in almost any way.
Here’s a simple example: If one component contains two
profiles joined at a specific angle, this component can be made completely from
one profile. The cutting laser in the tube processing machine places a V-shaped
notch on the predefined spot for this purpose. The next station in the production
line “bends” the profile into a “hinge,” creating an angular
piece. Lastly, the laser welds both shanks with a touch-up-free seam on the joint.
This method reduces the need for parts by about 50 percent and results in a precise,
definable, flangeless notch that can be precisely joined without a clamping device.
A good place for an “interlock design” is where two profile components
meet in one joint. In such a design, the formed joint produces a mechanical connection
– a bayonet joint, for example, or a plug-in connection. These positioning
aids replace the clamping device. Each component defines the position itself –
and does so precisely and without error.

Interim step prior to the notch: The sectional steel is completely cut. The notch is then produced in a triangular cut at the forming station. The puzzle-shaped cut on the front is joined to its counterpiece during assembly as a positioning aid.
This form of profile design has become popular in the furniture
industry, among others. Suppliers of the very cost- and weight-conscious furniture
company IKEA have successfully used it to considerably reduce the number of individual
parts, production times and costs for elaborate frame designs for foldaway sofas.
Jumping from sofa to car
Perhaps the jump from sofa to car might appear daring. Yet in
many places the automobile industry is already working with profiles or designs
that can be replaced by profiles for structural elements. And in the case of future
electric cars, weight-reducing profile designs will play an even greater role than
they do in today’s gasoline-powered vehicles.

From one profile, a 3-D structure is produced that consists of a single part – and the only one through which the cutouts can take the form specified.
Solutions like the “space frame” concept are paving
the way. It saves about 40 percent in weight compared to a self-supporting steel
body because the space frame consists primarily of aluminum profiles sheathed
in a steel sheet panel. The space frame still costs too much to mass produce. However,
the example of angled components shows that there are options now for considerably
reducing processing times and costs. Reducing the number of parts is already showing
great promise – a profile bent multiple times produces a three-dimensional
part structure. Interlock connections deter errors and function as an exact clamping
device for joints. The modern processing chain in sheet metal and tube processing
covers all necessary cutting and forming processes. It also has the necessary level
of precision, is powerful enough for the high-volume demands in serial production,
and is highly productive due to its far-reaching possibilities for automation.

Subfloor design in lightweight construction: Left: the prepared floor
section with cuts for the positioning aids on the reinforced profiles; right: the
completely assembled and welded profiles.
But also in the classic self-supporting steel car body, components
drawn from sheet metal and flanged connections are being replaced in many areas
by profiles, and clamping devices are being replaced by positioning aids or interlocking
connections. There are now designs for a new, considerably lighter subfloor design.
Semi-profiles are being welded onto considerably thinner sheet metal than is normally
used today as reinforcement. Along the profile edges, joint pieces snap into a corresponding cutout in the subfloor sheet, replacing the clamping device. A laser welds the semi-profiles to the sheet with a series of short fillet welds. Or it welds the semi-profile’s joint pieces that are inserted into the sheet metal onto the back of the metal sheet. In each case, the parts are welded onto the joint, reducing the laser output required by 50 percent compared to flanges or lap joints. And unlike arc welding, the thermal input remains so low that heat distortion does not present an obstacle despite the large size of the design.
Additional concept: the K-joint
An additional concept for a versatile, self-positioning connection
is the K-joint. The patented K-joint can be used anywhere sheet metal or profiles
are joined with flanges or lap joints by means of resistance spot welding. Parts
preparation involves sheet metal forming along the joint contour of the established
limit stops in one of the two parts to be joined. The stop limits form an “edge
guard” to define the exact position of the part to be welded on. They also
function as anchor points for short, laser-welded seams. The result is always a
simple butt joint or a very short fillet weld in which the beam welds only a single
sheet thickness. Coated sheets can be welded using this method without any problem.
In addition, the K-joint can be welded from both sides. This process even allows
all seams from one side of the component to be welded if parts are joined on both
sides.
The K-joint makes it possible to always butt-weld sheet metal – even if there is an overlap or a flange rim. Established limit stops on the sheet along the joint contour also function as a positioning aid and as anchor points for a series of short weld seams. These can be placed on both sides of the joint and can be welded, depending upon
the geometry, as a standard butt joint or lap joint.
K-joints, profile constructions and interlocking connections are
only a few examples of the diverse design options that new methods such as remote
processing with laser light and the closed process chain in profile and sheet processing
have to offer. Self-supporting steel car body and resistance spot welding characterize
car body design and construction today.
When today’s technological and design options emerged, they
were viewed as the ideal solutions for meeting the automobile industry’s requirements – and will likely remain so for a long time, in many cases. Nevertheless, we are now finding ourselves at a similar crossroads in which the automobile industry is facing great challenges. But advances in materials and the methods used to process them – which are of similar importance – now offer new answers to these challenges in many cases.
Meet the authors
Dr. Rüdiger Brockmann and Peter Kaupp work for Trumpf Laser-und-Systemtechnik
in Ditzingen, Germany; e-mail: [email protected].
This article first appeared in German in the magazine Automobil Konstruktion.