Compiled by Photonics Spectra staff
The corrosion problems encountered on galvanized car bodies could be a thing of the past thanks to a new process that uses a camera to generate temperature images, enabling perfectly controlled surface laser welding. This could be much more useful to car makers than full-penetration welding.
The prototype, which eliminates the expensive process of hiding welding seams that result from zinc’s inability to vaporize during processing, was developed by research scientists at the IFSW Institut für Strahlwerkzeuge at Stuttgart University, the Institut für Grundlagen der Elektrotechnik und Elektronik at Dresden University of Technology, and Fraunhofer Institute for Physical Measurement Techniques.
In the process, called controlled partial penetration welding, the laser does not burn right through all the sheets of metal – unlike with full-penetration welding, where a hole briefly forms in the melt pool. Instead, the weld seam is controlled to penetrate the lower sheet without damaging the bottom surface. Expensive work, such as folding the sheet metal or adding trim, is required to hide the seam with full-penetration welding; with the new technique, this is no longer necessary.
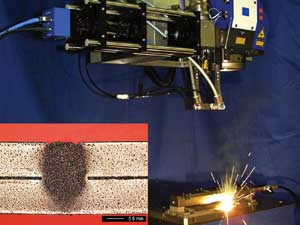
In a new camera-assisted surface welding process, a laser produces a perfect seam.
Pictured at the bottom left is a weld seam profile – the penetration depth is controlled
without damaging the bottom surface. Courtesy of Fraunhofer IPM.
Up to now, however, it also was not possible to precisely control partial-penetration welding to produce a seam that meets strength requirements.
Because they were not welding through the sheet, it was difficult for the researchers to see what they were doing. To address this obstacle, they used a camera that generated temperature images, enabling the system to recognize how deeply the laser had penetrated into the sheets. Where it burned into the metal, causing it to melt, the images depicted a hot region. If the bottom of the melt pool reached the gap between the upper and lower sheets, heat conduction was interrupted, and a cooler point was visible. This is referred to as the full-penetration hole, and from the relative frequency of this hole, the system can calculate the penetration depth in the lower sheet. A software program adapted the output of the laser to the specific requirements, offering closed-loop-controlled, real-time results.
An extremely rapid camera system was needed for the process. A tiny processor was integrated into each pixel, working simultaneously to speed up the analysis of the individual images; in conventional image processing systems, a few processors process the data consecutively.
With the new system, the researchers analyzed 14,000 images per second, rather than the usual rate of 1000 to 2000 per second.