Dr. Klaus Krastel and Holger Mamerow, IPG Laser GmbH
The high-volume production environment in the automotive industry is one where resistance spot welding and laser remote welding are well-established technologies. Both technologies have pros and cons. For laser remote welding, the main advantage is the significant cycle-time reduction due to almost complete elimination of idle times and the advantages of laser-welded seams. For resistance spot welding, one of the pros compared to laser welding is the integrated clamping technology, which comes nearly for free.
Both advantages can be combined in a fast laser welding production tool that provides robust, process-secure, integrated clamping of components: the Laser-Seam-Steppers (LSS1, LSS2 and LSS3) from IPG Laser GmbH.
The new tool is a Class 1 laser device, meaning it can be used on production lines without the need for additional laser-safety mechanisms. This is a distinct advantage over traditional laser welding, which typically takes place behind safety enclosures, adding cost and consuming valuable space.
Modern laser welding has been used in auto body plants and in the production of sheet metal components with the following advantages:
• Higher process speed (shorter cycle times).
• Increased component strength via longer seams and resulting higher torsional stiffness.
• Effort and cost comparable to today’s resistance-welding systems.
• Realization of higher job-safety requirements with reduced costs.
Design, components, applications
The new module deflects the preset laser beam via process fiber into X-Y coordinates. For safety, the laser beam is directed via a funnel-shaped small-angled housing. To release the laser power, the housing has to contact the component to be welded (Figure 1).
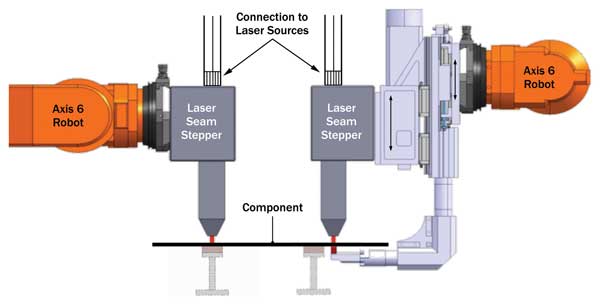
Figure 1. The Laser-Seam-Stepper is shown here with a “picker” (left) and a C-gun (right).
Laser welding with or without the weaving function (± 1 mm) can be effected within the range determined by the housing (standard = 40 mm). The easiest application is a module mounted, for example, on the sixth axis of an industrial robot (with 30-kg handling capacity). The robot moves the module to the required welding position. In this position, it is placed onto the component only by robot force. Below the component, within the range of the welding seams, a fixed lower tooling is used as counter force or support (Figure 1).
During a typical stepping operation (30-mm welding seam, 30 mm of free space, 30-mm welding seam), a laser welding seam can be placed with a welding velocity of approximately 30 mm/s every 1.3 to 1.5 s (Figure 2).
The LSS unit is mounted on a servomotor-driven traversing unit. This is similar to a resistance-welding gun with a compensating module (Figure 1). This version enables, for example, an industrial robot (with 80-kg handling capacity) to move the module into a welding position and to close with a freely programmable force. The lower tool belonging to the C-gun is used as a counter force and additional safety equipment against unintended back-reflected laser radiation.
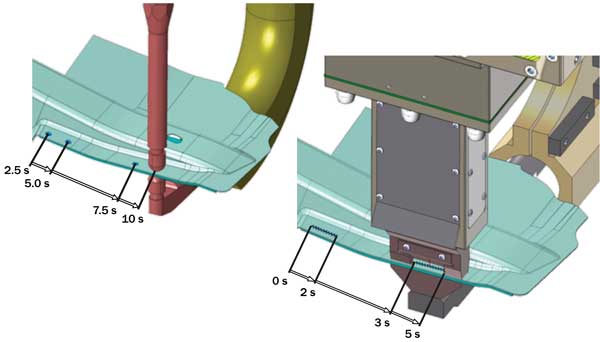
Figure 2. Resistance spot welding vs. laser welding with the LSS module.
The force-controlled closing of the laser welding system (0.5 to 3 kN) results in a fitting accuracy (gap <0.2 mm), which is deemed necessary for laser welding.
The system’s compensation module compensates tolerances regarding the position and geometry of the components. All joining forces (0.5 to 3 kN) applied in the system are performed within the laser welding tool only; the robot itself is not required for these joining forces. During a typical stepping operation, a laser seam can be placed every 1.7 to 2 s.
Typical applications for this system are sheet-metal assemblies in the body-in-white automotive production lines (Figure 3), which until now have been joined with many resistance-welding spots. One laser seam step of approximately 30 mm can replace two resistance-spot welds with a typical spacing of 30 mm.
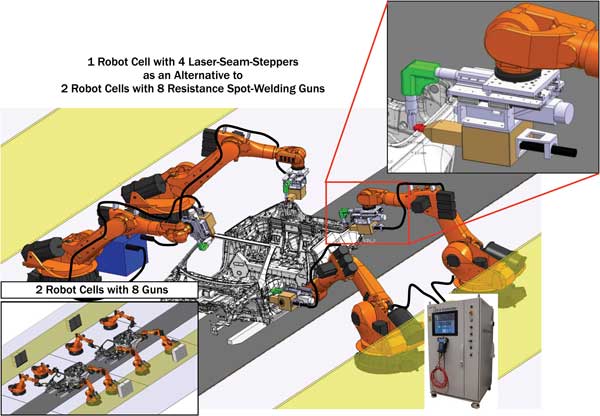
Figure 3. The LSS with fiber laser requires only one robot cell, whereas resistance spot welding would require two robot cells to do the same thing.
The cycle time for 30 resistance-spot welds is approximately 75 s. If spot welding is replaced by laser seam welding in the prescribed manner, only 15 laser-weld seams are required. The cycle time can be reduced to a total of 37 s. Additional advantages are that the LSS requires less floor space and less capital investment cost in comparison to resistance spot-welding cells.
Applications in high-volume production
After finalizing the first prototype of the LSS in 2010, a long-term production benchmark test (more than 18 months) was successfully performed in a fully automated car plant.
High-volume production lines were set up in 2012 to produce a new vehicle series, with the new laser welding modules deployed at plants worldwide for the joining of different materials in special dedicated locations.

Figure 4. The module is tested during production of a triangle window on the door of a car.
From the start of production in August 2012 until October 2013, more than 20 Laser-Seam-Steppers have manufactured more than 550,000 car bodies in highly automated production lines. The systems are running in three-shift production facilities with a capacity of more than 1000 car bodies. Figures 4 and 5 represent the different welding zones at the car body and hang-on part (door).
A continuous improvement process has taken place since the beginning of car series’ production with the LSS, the result of close cooperation with different car manufacturers. This results in a highly reliable laser welding tool with an availability of 99.9 percent.
Due to the high repeatability of the complete system (fiber laser and LSS module), a very high continuous production quality can be guaranteed without any rework at the car body itself.
In cooperation with INPRO (an innovative company for advanced production systems in the automotive industry in Berlin; its cooperating partners are Daimler AG, Volkswagen AG, Siemens AG, ThyssenKrupp Technologies and SABIC Venture BV), the joining technology of resistance spot welding was compared with laser welding by the Laser-Seam-Stepper using a wobbled beam. Here, physical and technological features, behavior of the part itself and crash performance were taken into consideration, along with economic aspects.
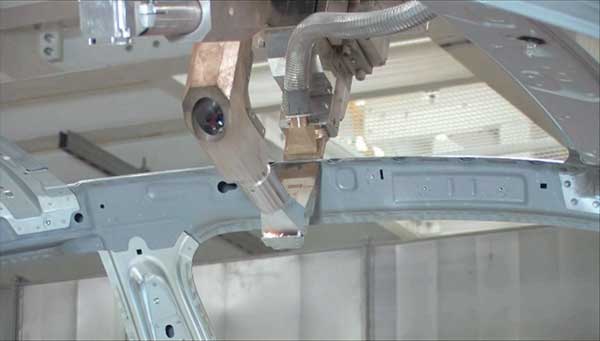
Figure 5. The module is tested during production of a car roof frame.
The overall technical result shows that the performance of the wobbled seam produced by the new welding module is comparable to or even better than resistance spot welding and can complete welding tasks in half the production time. The result of economic comparison shows a total cost reduction of 6 to 10 percent, assuming fully automated production of 800 units in three-shift operation.
In parallel to the various automotive activities, different applications in aluminum (in the shipyard and rail wagon industries, for example) and stainless steel have been realized and well established.
Meet the authors
Dr. Klaus Krastel is director, automotive, at IPG Laser GmbH in Burbach, Germany; email: [email protected]. Holger Mamerow is head of automotive applications at IPG Laser GmbH.
Features of the new laser welding tools
• The mechanically compact design of the basic unit can be moved by an industrial robot with a handling capacity of 30 kg.
• The basic version enables the system to weld linear seams with a maximum length of 40 mm.
• Optionally, a weaving function (3 to 30 Hz) can be switched on in order to spread the welding seam (2 mm).
• They can be used with compact fiber laser systems, with power between 500 W and 3 kW, and a total efficiency of more than 35 percent. Even higher-efficiency sources will be announced in the future.
• The fiber laser and the LSS module are maintenance-free.
• The system is laser-safe and can be used without complex laser-protection housings. Protective equipment as used in robot spot- and arc-welding cells is sufficient.
• They provide a clamping action to join sheet metal plates to be welded, with a defined force. This reduces the normally high requirements for additional clamping during standard laser welding.
• The system is controlled via hardware interlock or bus systems. Preconfigured settings for length of weld (10 to 40 mm), speed and laser power can be selected.