Sascha Weiler and Ramsey Cook, Trumpf Inc., and Jim Evangelista, Shiloh Industries Inc.
It is well-known within the laser community that the same technologies used for surface ablation and engraving can be applied for surface cleaning and coating removal of various types. However, the technology has been used mainly for smaller parts and structures. The use of lasers for cleaning large surface areas has only just begun to be realized, most notably by defense efforts on aerospace and naval equipment. There is room to exploit this technology exponentially. The same goes for cleaning using short-pulse lasers to prepare materials for various joining operations, predominantly welding. Other joining operations can include brazing and gluing, or the use of various bonding agents.
Welding and other joining techniques require surface preparation prior to processing to achieve better seam quality, increased process stability and an improved state for surface adhesion. Without proper groundwork, seams and joints are susceptible to increased wear, degradation and, in some cases, catastrophic failure.

The laser cleaning process relies on power and precision. The TruMicro 7050 laser (average power 750 W, pulse duration 30 ns, maximum pulse energy 80 mJ) with digital-encoder-based scanner can illustrate this process.
In our trials for this article, we concentrated on the rate and quality of surface cleaning of aluminum and steel material substrates. Our development work shows the value of applying a short-pulse laser and scanner to clean materials prior to welding and adhesive joining operations. Additionally, we employ a method for determining surface preparation by estimating surface energy using dynes (as explained below). The main focus was on removing oils, protective coatings, rust and other carbon remnants that typically result from shipping.
Current surface cleaning methods can be categorized into four main areas: mechanical, thermal, thermochemical and chemical.
Mechanical
Mechanical stripping methods typically use blasting media or abrasive materials that are applied directly to the coating. Bristle blasting, direct sanding and scraping are all examples of this method, which is the most prevalent type of surface cleaning because the initial investment cost of the technology is lower than with other techniques. Abrasive blasting methods include wet blasting, sandblasting, and bead, wheel, dry ice and hydro blasting. The abrasive used varies based on the surface treatment required.
Abrasive blasting enables the use of extremely fine or coarse media with densities ranging from plastic to steel, simultaneous degreasing and blasting with soap and hot water, and the elimination of dust, which subsequently allows more hazardous material or waste to be removed without danger. But obviously, processes, equipment, time and regulatory compliance structures must be allocated for this removal.
The presence of water between the media and the substrate being processed creates a lubricating cushion that can protect both the media and the surface from excess damage. This lowers media breakdown rates and prevents unknown materials from contaminating the surface. After wet blasting, surfaces are extremely clean, free of secondary contamination from the media or from previous blasting processes, and dust-free.
Common abrasives include:
Steel shot
Plastic
Steel grit
Walnut shell
Glass bead
Corn cob
Crushed glass
Baking soda
Aluminum oxide
Ceramic grit
Silicon carbide
Copper slag
Thermal
Thermal cleaning methods use heat to break down the coating and turn it into an ash residue, usually removed by water or media blasting. Thermal cleaning methods typically require labor-intensive torching or baking in large-scale ovens. Although laser-based systems are not typically included in thermal coating removal processes, some systems apply heat using a laser to burn the coating from the substrate.
Thermal applications are also ideal when all plastics, polymers and similar materials can be removed indiscriminately from a metal surface. In other words, the effects of the thermal cleaning are generally applied to the whole device being cleaned, regardless of surface coating or substrate.
Thermochemical
Thermochemical cleaning combines temperature and chemical reaction to strip coatings from the part. These operations are the most varied in terms of technologies and implementations, and heat – the catalyst required for the chemicals to perform at peak efficiency – ranges between 100 and 1000 °F.
Because of the flexibility and variability of these methods, many coating types and substrates can be processed. Application methods can range from direct human manipulation of the chemicals to automated spray processes in enclosed structures. Again, environmental and waste issues must be addressed.
Chemical
Chemical stripping methods use hot or cold chemicals, and solvents in a batch-type process to remove the coating from parts and hangers. An advantage of chemical stripping is the ability to more easily remove all traces of a coating regardless of shape or surface features. Here, chemicals completely dissolve the coatings; penetrate and soften the existing coating, causing it to swell and separate from the substrate; or disturb the coating so that it can be easily removed by other processes.

The solid-state laser beam can be guided into sophisticated silica fibers. With a core diameter ranging from 100 to 600 µm, they form the core of the laser light cable (LLC). The laser beam is perfectly protected in the cable and allows the beam source to be 100 meters from the machine.
Although this process is effective, as with the thermal and thermochemical processes, there are significant costs in environmental protection, hazardous-waste management, consumables, and maintenance and labor requirements over the lifetime of the process.
Short-pulse laser surface ablation/cleaning
A growing alternative solution is to use a short-pulse fiber-delivered focused laser beam to vaporize specific and targeted coatings. The short pulses create microplasma bursts and thermal pressure, which ejects and/or eliminates the target substance.
Metal surfaces are ideally suited for surface preparation and coating removal, as the fluence required to remove the organic contaminants and most oxides is lower than that which would damage the base material. The precise wavelength, fluence and pulse frequency are chosen to ablate these target materials so that the process does not physically or intrinsically change or harm the substrate material. Only the target layers of paint, oil, residue, dregs or oxide are affected by the laser beam. These layers can be removed in thicknesses measured in the single-micron range.
The precise wavelength, fluence and pulse frequency are chosen to ablate target materials on metals so that the process does not physically or intrinsically change or harm the substrate: Only the target layers of paint, oil, residue, dregs or oxide are affected by the laser beam.
A laser with an average power of 750 W, pulse duration of 30 ns and maximum pulse energy of 80 mJ – such as the TruMicro 7050 – with a digital-encoder-based scanner can illustrate the laser cleaning process. This laser offers high-productivity processing of a variety of applications, including cutting and drilling as well as large-area stripping and cleaning with power and precision. High average powers, high throughput and efficient process parameters are achieved with the optimum combination of pulse length and beam quality. The galvanometer scanner with digital encoders features remarkably low drift and dither values for high-end applications. It provides 40-μm line spacing, and 60- and 90-μm corner radii with a 170-mm objective. With sharp edge tuning, it offers a positioning speed of 5 m/s. This results in processing small-corner radii and achieves excellent line straightness. With this configuration, the laser delivers a focused beam to vaporize the specific coating targeted.
Because the laser beam is delivered by a fiber optic cable, there are options for generating square and round beams. Square beams enable much faster and more efficient ablation rates compared with round spots, as spot overlap can be eliminated. The combination of scanner and the fiber-delivered cable options make possible beam spot sizes between 435 and 1736 µm.
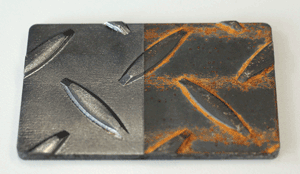
This part was cleaned using the TruMicro laser. The right side shows how the part appeared before laser cleaning, and the left side shows how it appeared afterward.
With average power of 750 W and a pulse peak power of 3 MW, the laser easily removes material at rates of several tens of cm2/s, depending on the base material, coating and required surface quality. Area ablation rates reaching 100 cm2/s can be achieved through a combination of power, scanning speeds and beam shaping.
A scanner is used so that the laser pulses overlap to form lines, and the lines overlap to form areas. In this way, the laser removes material line by line, sweeping over the section as it works.
Test and evaluation
First, consider the speed and quality a short-pulse laser with a scanner can achieve when cleaning and preparing stainless steel and galvanized steel for welding and joining. Assume the coatings we need to remove consist mainly of oil films, fingerprints and other debris associated with handling. The current cleaning method involves expensive washing machines that require large amounts of space, water, chemicals and ongoing operating costs, and have performance rate requirements of 20 cm²/s for stainless steel and a very aggressive rate of 250 cm²/s for galvanized steel.
Also, consider a simple method to measure the surface cleanliness of a material. Contact angle measurement can detect the presence of oxides and contaminants that have a surface energy different from that of the underlying substrate. Organic contaminants and oxides have much lower surface energies than metals, so the contact angle can be taken as a proxy for cleanliness of the surface. Surface tension can be measured in energy units called dynes/centimeter. The most common method of measuring surface energies is by employing the standard ASTM D 7541. Using this method, the effects of the laser treatment can be tested, and adjustments to the laser’s beam, power, energy and repetition rates can be made until the optimum surface qualities have been met.
For our specific study, we will look to achieve a minimum rating of 44 to 48 dynes.
Testing shows that the stainless steel coupons respond well to laser processing, with cleaning rates of 64 cm²/s. To achieve this speed, the laser’s beam-splitting capability was used. The dyne rating was greater than 72, which well exceeds requirements and allows for a very effective joining of materials. With galvanized steel, a dyne quality level of 48 was achieved with a cleaning rate of 25 cm2/s. This rate can be doubled if beam splitting is used, as in the example above. The difference in cleaning rates results from the higher fluence and intensity required to ablate the zinc oxide on the galvanized steel.
The only consumables used in this process are the electricity and cooling water to run the laser. The resulting cost of ownership and, with it, the cost per part compare very favorably versus a washing operation. Furthermore, aspects such as compact machine size and no environmental impact through chemicals are additional benefits that come with a laser cleaning solution.
Many welding operations now require high-volume, high-speed cleaning of coatings from metals. Given the accuracy of current optics and software-driven controls, laser processing offers a more precise and highly selective solution for cleaning materials. These lasers are an economical and efficient technology that enables a smoother welding process while eliminating welding pores.
Meet the authors
Sascha Weiler is program manager for microprocessing at Trumpf Inc. in Farmington, Conn.; email: [email protected]. Ramsey Cook is business development manager for microprocessing at Trumpf; email: [email protected]. Jim Evangelista is executive director of technology and business development at Shiloh Industries Inc.