Ted Cacouris, Cymer
Innovations in lithography-based technologies increasingly have led to process complexities and mounting operational costs. New light source advancements, however, further support on-wafer critical dimension stability for improved yields while simultaneously refining system efficiency and associated business expenditures.
Semiconductor market demand for improved performance at lower cost continues to drive enhancements in lithography. Chipmakers are extending leading-edge deep ultraviolet (DUV) argon fluoride (ArF) immersion lithography to address device nodes down to 10 nm. This has been made possible by implementing increasingly complex techniques in order to compensate for the physical limitations of optical printing.
For example, lithography tool illumination schemes have been developed using computational models to achieve source-mask optimization. Optical proximity corrections also have been used to compensate for distortions created by optical proximity effects on high-density patterns. Additionally, finer geometries now require double- or multipatterning steps to create one printed layer. Altogether, these advanced techniques increase the complexity and cost of lithography for the chipmaker, which subsequently drives an increased demand for improved efficiency where the light source can offer additional gains.
While the lithography tool has been extensively characterized to understand how machine parameters (focus, dose, overlay, etc.) can affect on-wafer printing performance (e.g., contrast, resolution, etc.), fewer studies specifically have been dedicated to the light source optical parameters – for example, energy, bandwidth and wavelength. Historically, light source advancements have been focused on increasing power and narrowing bandwidth1 to support faster scan speeds and higher numerical aperture projection lenses. Ultimately, this has dictated system throughput and image contrast.
With 14-nm node development, the focus on critical light source parameters has changed. Several new studies have proven the direct influence the DUV light source’s energy, wavelength and bandwidth stability have on patterning performance. Bandwidth stability, for example, can impact critical dimension (CD) uniformity for certain patterns and geometries, which can negatively impact patterning quality and wafer yield. More recent studies also examined bandwidth impact on 10-nm logic node patterning.2 These results have revealed that the light source needs to meet tighter bandwidth control requirements to minimize the impact of bandwidth on CD variation. In the case of the 10-nm logic node study, a need for less than 10 fm of E95 bandwidth variation was indicated to support chip production.
To support these reductions in CD, as well as the demands for further improvements in scanner resolution and throughput, the light source must deliver tighter optical performance and beam stability,3,4 while using fewer pulses per exposure due to faster scanning speeds. Enhanced light source maintenance techniques, such as gas management algorithms, also are critical to increase overall tool efficiency, as well as to reduce operating costs, including lowering facility costs.
Improved CD control through high bandwidth stability
Recent studies have shown that light source bandwidth variability can lead to measurable variations in CD uniformity across a wafer and from wafer to wafer. While not all pattern types are sensitive to these variations, simulations and on-wafer measurements have demonstrated that isolated and semi-isolated patterns are more susceptible to bandwidth stability, as well as “hot spots,” or areas with low patterning margins. Figure 1 shows the results of a test on 14-nm node contact holes with varying bandwidths, resulting in a change to the contact hole CD dimensions.
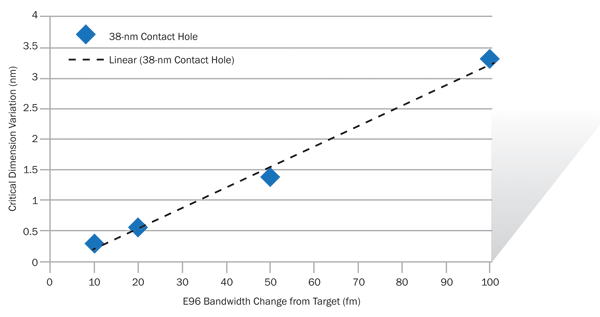
Figure 1. Critical dimension changes for 38-nm nominal contact hole (14-nm node) exposed with increasing bandwidth from a nominal 300-fm E95 target.
The results suggest that light source bandwidth variation should be as minimal as possible to avoid negatively impacting the process window and focus budget. To this end, two techniques – mechanical actuation of optical elements or electronic control technologies – currently exist to achieve more stable light source bandwidth. Bandwidth and wavelength control take place within a light source’s line narrowing module (LNM), which comprises a grating reflector and optics on one end of the light source cavity. The grating serves as a wavelength filter, and movable optics adjust the beam to tune both wavelength and bandwidth by using closed-loop control from on-board wavelength and bandwidth metrology. Optomechanical control of bandwidth relies on changing the beam’s incidence onto the grating, which is dependent upon how fast this closed-loop control can respond to fluctuations resulting from changing operating conditions (e.g., energy, duty cycle).
In Cymer’s XLR 700ix series excimer light source, proprietary and high-speed, closed-loop control technologies take advantage of the dual chamber ring architecture, where the discharge chamber firing triggers are modulated to amplify a narrow portion of the spectrum. This action results in an electronic (pulse-to-pulse) method to control bandwidth based on direct, in situ bandwidth metrology. Whereas temporal changes in system operating conditions – such as energy and duty cycle – typically would lead to bandwidth transients and higher bandwidth variability, the high-speed and closed-loop control can minimize these effects and even include feed-forward compensation through sophisticated algorithms. This control technology enables the ability to meet E95 bandwidth specifications of 300 ±5-fm wafer-to-wafer performance (Figure 2). This ensures that light source bandwidth performance has a negligible impact on any on-wafer CD uniformity results.
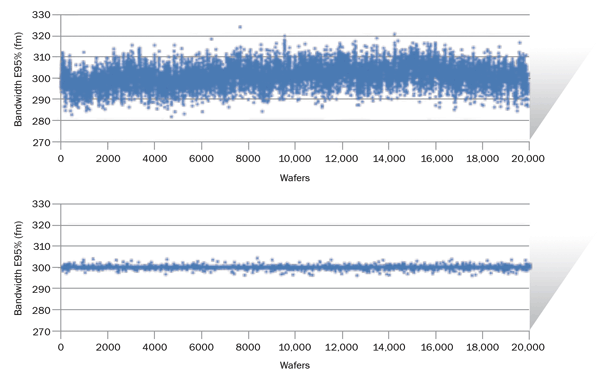
Figure 2. Legacy (top) and XLR 700ix (bottom) bandwidth performance (each point is a wafer-averaged value).
Gas management functions for high efficiency
DUV light sources require active gas management within the discharge chamber to ensure optimal performance when using the prescribed concentrations of active species and operating pressures. Typical functions include frequent gas injects to compensate for fluorine species that are consumed during the discharge, as well as gas bleeds to minimize the buildup of byproducts before they negatively impact operating performance. Optimum pressures and concentrations of active species also need to change over time to compensate for system efficiency losses (e.g., optics degradation, discharge chamber aging).
Previously, some gas management operations required manual interventions to recalibrate gas pressures and concentrations to maintain optimal system efficiency. However, this process did come at the cost of system down time, which is increasingly disruptive in a high-volume production environment. To rectify this, Cymer developed an automated gas optimization (AGO) algorithm to periodically adjust the gas mixture for maximum system efficiency, as well as to optimize bandwidth performance. The AGO algorithm eliminated the need for any service intervention and production disruption by running during an automated gas refill event.
The AGO algorithm leverages the periodic gas refill event to refill the chambers with the optimized pressure and gas mixture, as illustrated in Figure 3. This allows the system to maintain all the performance requirements – including bandwidth stability – without loss of efficiency over time.
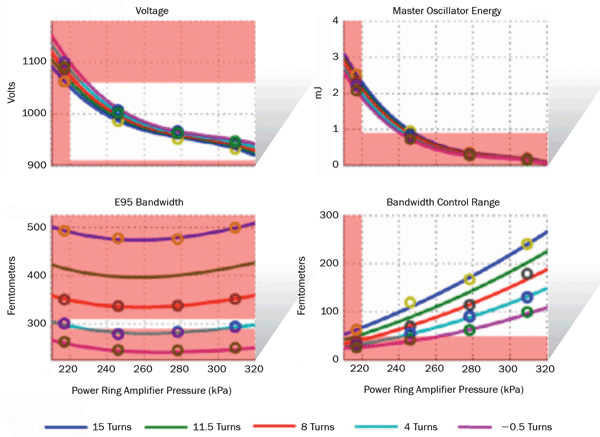
Figure 3. AGO algorithm optimizes gas conditions to meet several variables simultaneously (i.e., chamber voltage, master oscillator chamber energy, E95 bandwidth and bandwidth actuation range).
System operating cost improvements
Electrical power consumption – There has been a constant drive to reduce the operating costs of leading-edge ArF immersion light sources, including exploring ways to reduce facilities’ costs, particularly gas and electricity usage. Regarding electricity usage, Cymer focuses on increasing levels of output power in its light sources without increasing the electrical consumption via efficiency improvements that deliver more photons from the same discharge. The Cymer XLR ring architecture has been beneficial in reducing electrical consumption by amplifying the “seed” beam from the master oscillator chamber through multiple passes in the ring cavity, resulting in the ability to extract more power through system optimization.
Recently, an improvement in chamber design has resulted in lower discharge operating voltages on average, contributing to an overall reduction in input power consumption for the same level of output power. This chamber design has been field tested across more than 200 fielded systems. As is illustrated in Figure 4, performance remained consistent.
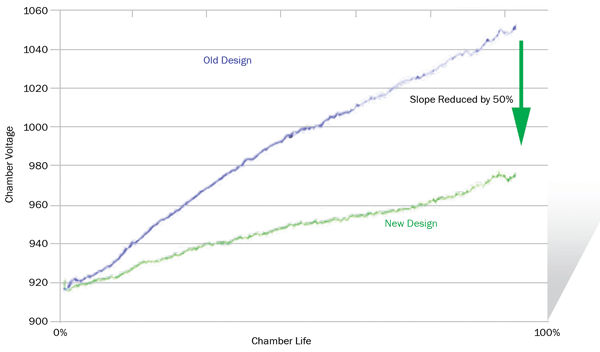
Figure 4. Master oscillator chamber voltage over time, showing a lower voltage rise. This equates to lower power consumption for the system.
Helium gas usage – Helium is used as a purge gas in the LNM and presents another opportunity to address operating costs. While all other optical elements in the light source are purged using nitrogen, helium is used in the LNM due to its low change in index of refraction as a function of temperature (dn/dT). This is lower than nitrogen by a factor of 40 and provides a very stable environment in the module responsible for delivering stable wavelength and bandwidth performance.
As the optics in the LNM heat up during use, their boundary layers also experience fluctuations in temperature (light source duty cycle is modulated with use). If nitrogen were to be used instead of helium, changes in duty cycle would result in fluctuations in the index of refraction near the optics, causing fluctuations in wavelength and bandwidth stability.
Many semiconductor manufacturers are concerned about the price of helium and geopolitical influences on the continued supply. This has led them to look for ways to reduce their dependence on helium. The light source, however, can help facilitate cost reduction by decreasing helium flow rates. Detailed studies have shown that system design improvements over time5 allow a 50 percent reduction in helium flow with negligible impact on system performance, particularly in bandwidth stability across the extremes of the required duty cycle (Figure 5). Alternative approaches have eliminated the use of helium altogether,6 however, this has resulted in performance limitations.
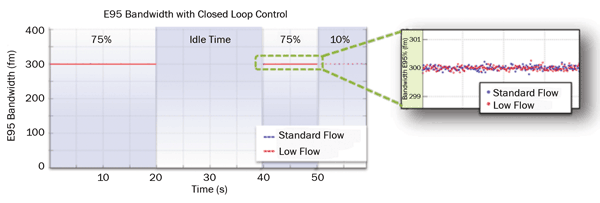
Figure 5. E95 bandwidth performance with standard helium flow and 50 percent reduced (low) flow.
The insatiable demand for high-performance electronic devices has continued to drive significant innovations in semiconductor technology, particularly in lithography, which is a key enabler to shrinking device geometries. New, advanced lithography techniques and processes also have led to increased complexity and cost, which have to be counterbalanced with cost-effective manufacturing solutions that include new light source technologies.
Meet the author
Ted Cacouris is director of product marketing at Cymer LLC in San Diego; email: [email protected].
References
1. D. Brown et al (2007). XLR 500i: recirculating ring ArF light source for immersion lithography. Proc SPIE, Optical Microlithography XX, Vol. 6520 (doi: 10.1117/12.712684).
2. P. Alagna et al (2015). Optimum ArFi laser bandwidth for 10-nm node logic imaging performance. Proc SPIE, Optical Microlithography XXVIII, Vol. 9426 (doi: 10.1117/12.2085823).
3. V. Fleurov et al (2008). XLR 600i: recirculating ring ArF light source for double patterning immersion lithography. Proc SPIE, Optical Microlithography XXI, Vol. 6924 (doi:10.1117/12.776927).
4. R. Rokitski et al (2009). Enabling high-volume manufacturing of double patterning immersion lithography with the XLR 600ix ArF light source. Proc SPIE, Optical Microlithography XXII, Vol. 7274 (doi:10.1117/12.816049).
5. T. Cacouris et al (2012). Advanced light source technologies that enable high-volume manufacturing of DUV lithography extensions. Proc SPIE, Optical Microlithography XXV, Vol. 8326 (doi:10.1117/12.917827).
6. H. Fukuda et al (2014). Advanced excimer laser technologies enable green semiconductor manufacturing. Proc SPIE, Optical Microlithography XXVII, Vol. 9052 (doi: 10.1117/12.2054047).