Picture an industrial process designer confronted with a problem that only vision-based technology can solve. The first decision that the designer would need to make is whether to choose an application-specific device or a general-purpose device.
Other factors that would need to be taken into consideration are the nature of the problem to be solved, the availability of the necessary programming expertise, and the amount of time and money needed to devise a solution — a solution potentially formulated from scratch.
Thanks to software, though, the functional equivalent of an application-specific system can be built using general-purpose hardware. Furthermore, both types of vision systems have their unique uses. Additionally, both now may be found on the same machine.
Configurable systems can form the basis for either a general-purpose vision system or, through the use of software, an application-specific vision system. Photo courtesy of Cognex Corp.
That’s the situation at Engineering Specialties Inc. (ESI) of North Branford, Conn. The company makes machines that produce metal stamping assemblies and, according to Carmen Ciardiello, the engineering vice president, “We use the vision [systems], a lot, for just straight inspection.”
Related: The Value of the Visual
This is particularly important for critical assemblies, such as those that exist in the automotive industry. In this segment, a rubber or plastic part may be assembled onto a screw or the shaft of a shoulder bolt. If the tolerance is tight, then machines are equipped with a vision system that examines the finished part and makes sure it meets specifications.
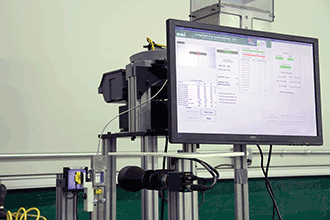
A vision-based inspection machine that takes 250 milliseconds to look at 10 different part characteristics
on a small pin used in a seat belt retractor. Photo courtesy of Engineering Specialties Inc.
The required vision capabilities are set by the inspection task and whatever else the system has to do. For instance, if all that’s needed is a simple “go”/“no-go” check, then a smart camera — or even a presence- or absence-checking photodetector — may be enough. In such a case, an application-specific device may be suitable for the job.
Sometimes, though, the system may be called upon to run multiple cameras, collect and process mountains of data, alert personnel via email regarding machine or process problems, and even run the interface through which operators interact with the equipment. For these situations, the only solution may be through the use of a system running on a full-blown PC, an approach that pays dividends.
“We were really able to create our own look and feel, rather than buying something that was canned. That’s what the PC allowed us to do,” stated Ciardiello of one such effort. However, it also presents drawbacks. “It’s really customizable, but you’ve got to put a lot of work into it,” he added.
A vision inspection system helps ensure the quality of manufactured parts. Photo courtesy of Teledyne DALSA Industrial Products Inc.
In some of its most recent products, ESI used vision systems from Teledyne DALSA Industrial Products Inc. of Billerica, Mass., which makes a range of programmable machine vision devices. According to Ben Dawson, the company’s director of strategic development, these devices sometimes are sold as application-specific products, such as bar code or optical character recognition (OCR) readers.
Such bar code and OCR readers are part of the trend in general-purpose vision hardware being targeted at particular tasks through the augmentation and addition of application-specific software. Such tasks as high-speed inspection for point defects on paper products, or on a bolt’s threading, push the vision-processing hardware to the limit.
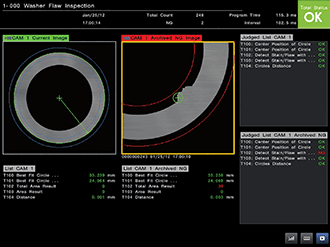
A defect detected by a vision system (the “bump” in the middle of the images). Photo courtesy of Keyence Corp. of America.
At other times, the demands are high not because of speed but due to other factors, Dawson said. “An example of that is looking at scratches on plastic material. It’s a matter of recognizing what is a scratch as opposed to an acceptable surface defect.”
Satisfying such requirements demands a deep understanding of the application, an achievement that may be challenging for anyone other than the end user or a closely allied systems integrator. In addition to such expertise, solving the problem typically involves specialized hardware or highly customized software. According to Dawson, coding software is often the method of choice. The effective result is an application-specific vision solution.

Vision system supplier Keyence Corp. of America’s Doug Kurzynski, the company’s machine vision technology project manager, stated that Keyence’s approach is to only make open-ended products, which can be configured to handle a specific task. Based in Itasca, Ill., the corporation’s products use a camera connected to a separate controller, along with a vision toolset that allows for the ability to handle just about any type of inspection.
An application-specific approach may be good for a given task and even may present more of a turnkey solution. However, according to Kurzynski, the downside is that it is limited to that particular job only. “The systems Keyence offers have more flexibility since you can use the full toolset to program the inspections you need for the application. The systems need to be integrated into the production line.”
In discussing the future, he indicated that both application-specific and generalized approaches most likely will continue to be around. The evolution of the technology may make such distinctions a bit fuzzier, though, particularly if it becomes easier for a nonexpert to program and configure these devices.
Pittsburgh-based systems integration company, Integrated Industrial Technologies Inc., focuses primarily on motion control, according to Michael Joyce, the company’s vice president. Due to customers requesting machine vision solutions more and more often, the company has added this technology to its portfolio.
In selecting a specialized or general solution, the deciding factor is the complexity of the problem, Joyce said. If it is simple, then either a smart camera or a stand-alone application-specific device is probably appropriate. If the requirements are complex or more detailed, then a general-purpose PC-based vision system is the right choice.
Sometimes there are other considerations that can tip the balance one way or the other. For instance, a more general-purpose system may be selected for reasons that may have nothing to do with the vision task itself.
“The customer may already have 10 or more of these systems and they don’t want to go through new training,” Joyce said. If that’s the case, the right choice would be a general-purpose system that can support the already established human-machine interface and thereby minimize or eliminate any additional training.
Joyce indicated that, generally speaking, if all that’s needed is for data to be fed into a controller for subsequent processing, then a more specific system like a smart camera will work. If algorithms in the system need to be modified, or if other specialized changes have to be made, then a general-purpose system may be the only way to go.
Cognex Corp., based in Natick, Mass., makes both general-purpose and application-specific vision systems, according to Robb Robles, the company’s principal product marketing manager. However, most of what the company makes is general purpose in nature, with one big exception.
“What’s been our most successful application-specific product — by far — are ID readers,” said Robles. He cited several reasons when explaining why identification readers, or ID readers, are unique. For one thing, the output of either a 1D or 2D bar-code reader is a string that is passed on to a control system, which then takes action. Such an arrangement makes the communication demands placed upon the vision system much simpler than would be the case when controlling a robot, for example.
The input requirements also are tightly constrained. There will be a series of lines and spaces, or of dots and spaces that have to be scanned, as opposed to a requirement to locate a part and make a series of measurements or to perform a similarly complicated task.
Finally, ID-based technology is used on a wide scale. That means it’s a need big enough to interest large suppliers, such as Cognex.
The rest of the company’s product line consists primarily of general-purpose vision systems, divided between what Robles termed as “configurable” and “programmable” systems. Smart cameras are an example of the first category, while most PC-based systems are representative of programmable systems.
As smart cameras become more advanced in terms of their optics, computing, connectivity and algorithms offered, the line between the two types of systems constantly shifts. According to Robles, the question of which system is best for a particular situation generally comes down to how much system integration and customization is required. Given their growing capabilities, he added that configurable systems are increasingly the way to go. The exception would be if the nature of the problem best lends itself to an application-specific solution.
An instance of such a scenario might be determining a bottle’s liquid fill level. A systems integrator might take a general-purpose system and build the application-specific solution for the respective task’s end user.
This illustrates a point made by Robles. “There are application-specific vision systems and vision systems that are highly configurable so that they can be deployed across many different applications. There will always be a need for both.”