A shift in assembly methods would help reduce costs and increase production in the optoelectronics manufacturing and packaging industries.
Bruce W. Hueners and Michael K. Formica
Laser diodes are everywhere. But as the semiconductor laser has evolved
to yield a family of robust, reliable devices, manufacturing these devices confronts
the existence of multiple proprietary techniques as well as intellectual property
barriers.
Approaches such as process engineering, design
for manufacturing, design for test, standardization, outsourcing and automation
are common in other high-technology industries but remain largely absent in photonics.
A better understanding of the processes is enabling manufacturers to optimize the
production of optoelectronics by confronting cost barriers and other obstacles with
new assembly methods, where appropriate.
Today, standardizing photonic package
configuration is critical (Figure 1). Packaging accounts for 60 to 80 percent of
the cost of a photonic component, compared with 20 to 30 percent in the semiconductor
industry. It is easy to see why when one considers not only the many packaging methods
employed in the construction of various photonic devices, but also that these methods
require custom manufacturing equipment and processes.
Figure 1. Device functionality dictates format. High-performance devices are generally
assembled in butterfly packages, while lower-performance ones go in lower-cost packages.
Moreover, optoelectronic devices are
electronic/photonic hybrids, and a plethora of unique materials are used in their
fabrication — one factor that distinguishes optoelectronic device assembly
from conventional microelectronics. From a variety of materials — notably
silicon, quartz, doped silica, lithium niobate, gallium arsenide and indium phosphide
— component manufacturers select the most appropriate for the specific device,
and each device is discrete from the rest of the optical circuit (Figure 2).
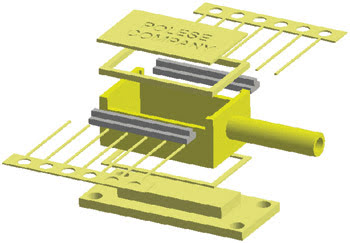
Figure 2. Optoelectronic devices are photonic/electronic hybrids, and component manufacturers
must select the most appropriate materials to use. A generalized package configuration
features a built-in heat sink, a port for optical fiber and leads for mounting the
assembly on a circuit board. Courtesy of Polese Co.
The drive to reduce size, power consumption
and cost is encouraging the development of optical integrated circuits. This presents
new challenges for component manufacturing, including determining which materials
are best for which components. For example, in high-speed data transmission systems,
the source laser is modulated with a lithium-niobate external modulator.
However, because lithium niobate is
not suitable for use as a laser source, it is difficult to integrate the modulator
and the laser. As a result, modulators manufactured from gallium arsenide and indium
phosphide, both of which are suitable laser materials, are being introduced.
Every step is important
From chip fabrication to coating to testing, each
step involved in manufacturing a laser diode is important. Each step generates yield
loss and scrap — ultimately resulting in more costly finished products. The
key cost-reduction strategy in the semiconductor industry is “no forward defects,”
as each serial process step adds value to the finished product.
A substrate crystal orientation of
(001) is essential for producing laser diodes because the manufacturer should produce
the parallel mirrors by cleaving the wafer in the (110) plane that is normal to
the (001) crystal plane. Grooves 50 μm deep are fabricated photolithographically
with a spacing of approximately 200 to 300 μm in the wafer to provide scoring
lines for chip singulation. Normally, the wafers are polished from the back side
to a thickness of approximately 100 μm.
Next, the wafer is cleaved along the
direction normal to the grooves in the wafer. Special care must be taken to prevent
the introduction of defects, such as dislocations from the chip edges to the inner
crystal caused by surface damage during cleaving. In this stage, each diode is tested
under pulsed operation, and good devices are selected.
After cleaving the wafer into diode
arrays or bars, a protective dielectric film such as SiO2, Al2O3 or Si3N4 is deposited
by RF sputtering or chemical vapor deposition on both mirrors of the waveguide’s
facets. The reasons for protecting the mirror surface from atmospheric exposure
are to suppress oxidation of the facets, which causes long-term degradation, and
to reduce surface recombination velocity, which is an important parameter for catastrophic
failure insofar as a higher surface recombination velocity reduces the critical
degradation level.
During device fabrication, external
stress also may be applied to the diodes. When cleaving processed wafers into diode
arrays, mechanical damage may be induced from the cleaved edge of the crystal, generating
dislocations in some cases. Moreover, during the die attach or wire bonding step,
thermal or mechanical stress may accumulate elastic strain in the diode or may generate
mechanical damage or scratches in the crystal. To minimize stress and to enable
extremely repeatable and consistent results, this process should be automated and
recipe-driven.
Consider the attachment of a laser
diode within a source or pump laser. This is an extremely temperature-sensitive
device that requires careful process control during assembly. Precision eutectic
component attach includes pick and place of the silicon, gallium-arsenide or indium-phosphide
chips; in situ reflow of the preform or pretinned devices, in concert with programmable
X-, Y- or Z-axis agitation; and programmable pulse heating or steady-state temperature.
The reflow profile during an in situ
eutectic die attach process is engineered to provide consistent melting and a void-free
attach interface. The resulting heat transfer from the laser diode contributes significantly
to temperature stabilization during laser operation (Figure 3).
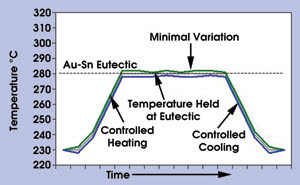
Figure 3. A graph of the reflow profile of a laser diode module assembly
under automated control shows the target profile vs. the actual one, with temperature
escalation, dwell and de-escalation achieving high-integrity eutectic bond at the
submount/diode interface.
Align and attach
The final assembly step is to align and attach
an optical fiber. To optimize the coupling efficiency of single-mode devices, final
alignment must be made to within 0.1 μm of the actual peak. Because of manufacturing
variances in the diode, diode assembly and optical fiber core center, the fiber
must be actively aligned.
This typically is performed before
the fiber or array of fibers is permanently attached to the device by laser weld,
solder or epoxy. The feedback from or induced by the device being placed determines
the optimal position of the optical component.
Alignment occurs in all six degrees
of freedom: the X-, Y- and Z-directions, pitch, roll and yaw. The most common value
employed is optical power, however, which may be based on other parameters, such
as polarization.
The most critical parameter from any
attach system is the final, postattach optical power. This process may induce stress
or mechanical shift for which the system must account. Even a submicron shift may
render a device useless, so careful control of the attach process is essential.
One common set of measurements that
offers insight into chip attach integrity is the light-current-voltage (LIV) test.
In it, the drive current through the laser is ramped from zero to the maximum operating
current, and the output power of the laser and the forward voltage across the diode
junction are recorded.
Comparing the continuous-wave (CW)
and pulsed current curves gives an indication of the attach integrity. If the heat
flow through the die bond is high, the two curves will be similar. If the bond is
flawed, however, the heat flow will be low, the laser chip will heat up during CW
operation, and the two curves will be substantially different.
A more quantitative measure of the
die bond efficacy can be obtained by understanding that several characteristics
of laser diodes depend on the junction temperature; e.g., output power, forward
voltage, wavelength and threshold current. The most straightforward quantitative
testing method involves measuring the laser’s wavelength, which enables a
calculation of the thermal impedance, a direct measurement of the chip attach quality.
During LIV testing, the laser diode
module is characterized at various drive current levels. Typically, these tests
are run on a dedicated, computer-controlled test stand containing current and voltage
sources, an instrument to power and control the thermoelectric cooler inside the
module, one or more photodetectors or other sensors, and sensitive current measurement
capability. These instruments typically are integrated into an LIV test system that
generates plots of the relationship of the light output, the drive current and the
voltage characteristics of the laser diode module.
The functional requirements of a typical
LIV test system include high-precision current sourcing to drive the laser diode,
the ability to measure subpicoamp currents at femtoamp-level resolution and the
control of the thermoelectric cooler that regulates the operating temperature of
the module. Temperature control to ±0.01 °C is necessary to ensure consistent
wavelength output from the module and to protect the device from damage caused by
overheating.
Putting it all together
The optoelectronic component manufacturing and
packaging industry is under considerable pressure to reduce costs. Most manufacturers
have recognized that a shift in assembly methods will help drive down component
costs and accelerate the rate of production.
We are seeing a move away from the
manual assembly processes that have characterized the industry for decades to high-accuracy,
high-yield, automated ones. In addition, we are seeing more suppliers who can support
the stringent tolerances and the great variety of products. The equipment and process
expertise that these suppliers are developing not only will make the manufacture
of optical components more efficient, but also will enable component designers to
push the envelope of communications technology into the future.
Meet the authors
Bruce W. Hueners is vice president of marketing
at Palomar Technologies Inc. in Vista, Calif. He is the author of several papers
on high-precision, vision-guided automated equipment and processes.
Michael K. Formica is vice president
and general manager of Palomar Photonics Automation in Pittsburgh. The founder
of Axsys Technologies’ Fiber Automation Div., he has developed fiber alignment
engines and automated photonics assembly machines.