George Blackwell, Cognex Corp.
As production line speeds continue to accelerate, manual inspection has given way to automation using machine vision sensors that are faster and more accurate than humans at spotting defects. Many companies have already installed these systems at the ends of their production lines. But others are moving toward full inspection at multiple points in the production process, catching defects as soon as they occur.
For example, to verify the dimensions of lamps used in its dashboard illumination applications, automotive lighting manufacturer Osram SpA of Munich, Germany, uses four In-Sight 2000 machine vision sensors from Cognex Corp. of Natick, Mass. Osram performs multiple inspection, measurement and gauging operations at two stations on the production line. The first station requires the lamps to be in the “off” position for analysis, while the second requires them to be illuminated.
Osram SpA uses vision sensors on its production line to help ensure the quality of its automotive lighting systems. The cameras make pass or fail decisions by comparing each product on the line against a fixed standard. Courtesy of Cognex.
At each station, Osram uses a pair of vision sensors to provide lateral and frontal views of each lamp. Each sensor consists of a vision processing unit that is based on digital signal processing, a separate 640 × 480 × 8-bit progressive-scan digital camera, onboard light control, built-in discrete input/output, a standard VGA display output, a handheld control pad and a library of vision software tools.
On Osram’s production line, the cameras are placed side by side, and a mirror is used for the frontal view. For illumination, the inspection station uses one small red backlight for each view. A monitor connected to each vision system lets operators observe the system’s behavior.
The next step in the evolution of the technology is the transition from stand-alone vision sensors, which are essentially smart cameras, to networked sensors. Several makers of smart cameras have adopted the high-speed Ethernet networking protocol to enable peer-to-peer communication over a single line so that data can be shared among vision sensors and viewed simultaneously at a central point. Moreover, because every camera is connected to the network independently, no single failure will disable the entire system. Cameras also can be added to the network as new inspections are required.
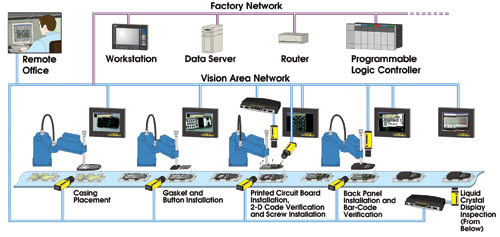
As an example, hundreds of smart cameras can be linked throughout a cell-phone manufacturing plant. The cameras could inspect product enclosures for scratches and other defects, automatically read bar-code labels for part tracking, verify the placement of keypads and other components, check the consistency of liquid crystal display (LCD) backlighting and inspect LCDs for single-pixel defects. A combination of machine vision hardware and software tools could then process the images, comparing them with stored data that constitute a standard reference model of product quality.
Thanks to the Ethernet, users in such an application could monitor inspection activity from anywhere in the plant, sharing live data with others. If the production line changed to a different model of phone, users could remotely install and modify the vision application on the fly. At the completion of an inspection, the vision system could communicate the status of the product to an automated reject mechanism. The company could even uplink its “vision area network” to its existing data network, thereby sharing vision sensor data with its headquarters or other company locations throughout the world.
To the same end, vision sensor suppliers are doing a better job of integrating cameras, processorsand communications equipment into a single unit. By packing an entire vision system with network connectivity into the space of a typical video camera, vision sensors are getting smaller and lighter, allowing them to be planted more deeply into machines or to be installed on moving equipment. Furthermore, a camera with fewer components will be more reliable and will come with a lower price tag.
Looking ahead, new PC-based programs with point-and-click network management will make vision area networks easier to install and maintain. In the past, dedicated information technology professionals were needed to install and manage machine vision networks, but newer hardware and software will let users install their networks almost automatically.
Down the road
We can also expect improvements in the ruggedness of vision sensors. The next generation of devices will likely come with industrial connectors, wash-down enclosures for harsh production environment and more flexible cables for networking, thus broadening the range of applications that can be addressed.
Meanwhile, increasingly sensitive vision sensors will be developed to help users identify ever-smaller or more detailed features, and more sophisticated processing software will be written to enable advanced applications, such as assessing multiple products on a single production line. The result will be advanced machine vision systems that can handle faster line speeds and higher throughputs.
Meet the author
George Blackwell is director of product marketing at Cognex Corp. in Natick, Mass.