New instrumentation designs take unique directions.
William Fullam, Mikron Infrared Inc.
Understanding and controlling the temperature of metals at all times during the manufacturing process is paramount if companies are to deliver products that are ever stronger and lighter. With new, unoxidized metals, the emissivity or radiation efficiency of the surface will lead to inaccuracies and unrepeatable results. The main tool that physics provides to correct the problem is a range of wavelengths.
By choosing a short wavelength, we can improve the errors — theoretically, an order of magnitude, although in the real world the improvement in repeatability can be greater. The choice of wavelength has meant the loss of the ability to measure low temperatures, according to Planck’s law and Wien’s displacement law, which state that, as temperature decreases, the amount of radiation per unit area decreases and the maximum radiation shifts to longer wavelengths (Figure 1).
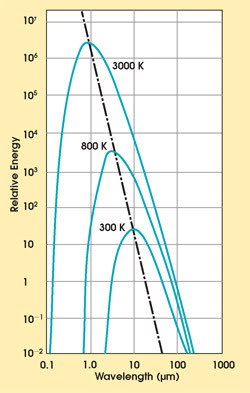
Figure 1. The radiation intensity is shown as a function of wavelength and temperature (Planck’s law).
Fast-moving targets
To meet the requirement for low-temperature measurement of shiny metals, Mikron Infrared Inc. of Oakland, N.J., combined high-sensitivity near-infrared detectors that operate in the 2- to 2.8-μm spectral region with wide-range digital processing. This allows measurement at temperatures of 50 to 1300 °C (122 to 2372 °F) with spot sizes of 0.25 mm (0.01 in.) and measurement times of 1.5 ms.
Traditional IR temperature measurement takes place in the 40- to 100-ms response range. While this is adequate for most processes, much faster response times are needed if the target is moving quickly, such as a fast-moving conveyor line or a dropping glob of material. The analog circuits that are needed for linearization can be very noisy when pushed to high speeds. In the past, unlinearized systems have been used for this application, but these systems limited application flexibility.
Our new solution is to use a high-speed detector, employing high-speed digitization followed by wide-range digital processing to deliver results at unheard of speeds that are completely linearized and corrected for errors. The final response times are now 10 μs with spot sizes of 0.7 to 26 mm (0.028 to 1.1 in.).
Blackbodies
Blackbody radiation sources are used for both calibration and research of IR equipment. The traditional blackbody requires 30 minutes to an hour to reach temperature and to stabilize.
Therefore, the user of a wide-range sensor must have multiple blackbody sources and change optical setups from one to another. This can be time-consuming and inconvenient, and can lead to inaccuracies.
By using a new wide-range optical technique combined with a low-thermal-mass emitter, Mikron’s M395 blackbody operates at any temperature from 5 °C above ambient to 2500 °C in five minutes or less with greater stability than standard blackbody sources (Figure 2).

Figure 2. The M395 high-slew-rate universal blackbody reaches operating temperature quickly and is stabilized.
The control technique uses some of the energy from the emitter to allow full radiometric optical feedback to the high-power drivers, thereby tightening the control loop and eliminating the lag caused by high-thermal-mass thermometric control.
Meet the author
William Fullam is product manager at Mikron Infrared Inc. of Oakland, N.J.