Scott Bouchard, Volpi Manufacturing USA Co. Inc
A key step in developing the illumination strategy for any machine vision application is to determine how the component being inspected will reflect and transmit light. Some aspects of this are fairly basic. If the material is opaque, frontlighting may be needed (see figure). If it is translucent or transparent, backlighting tends to be the better option. However, each case may require a different backlighting strategy to enhance contrast.
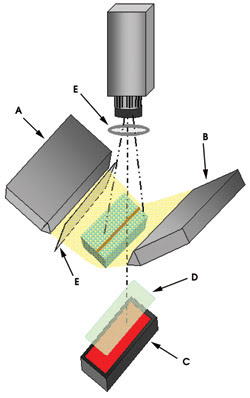
In a typical arrangement of lights, camera, lens and accessories used to image objects with a line-scan camera, designers use one or two linear lighting devices (A,B) at an angle to the camera view to image opaque objects. For transparent or translucent objects, a linear lighting device is located behind the object (C), directly on the optical axis of the camera. Diffusion material (D) or a diffuse light source is typically used between the light and a transparent object. Polarization filters (E) are sometimes used on the light sources, the camera or both to reduce reflection on glossy surfaces.
A transparent material generally will require a diffuse lighting source. Otherwise, any unevenness in the lighting could begin to look like a component feature or a defect to the inspection system. This added “noise” in the system could be a concern with LED line lights or fiber optic sources, where one element may appear brighter than others. One option could be to use a fluorescent light source, with its viability dependent on the application. Another is simply to add a diffuser in front of a fiber optic light line or line converter (basically a linear light bar).
When inspecting translucent material such as paper, backlighting is still probably the best option. But because of the material’s diffuse nature, diffusers may not be needed. Depending on the inspection criteria, options could include an undiffused LED line, a focused LED line or even a fluorescent source.
The reason for selecting backlighting is simple: More direct light reaches the camera, unlike frontlighting, where the light reflects off the surface of the part under test with a relatively small portion returning to the lens. In a backlit setup, the component under test is lighted from below, and the camera looks down on both it and the light source.
This scheme often can provide the necessary contrast for silhouetting the object, as well as any edge detail of features or defects within the material. However, there are variants on backlighting, such as dark-field, where light enters the object through edges perpendicular to the lens. Although this would reduce edge contrast and, thus, have limited use with opaque objects, it can help enhance defects in transparent materials.
Because of its inherent lighting efficiency, backlighting may allow the use of lower-intensity sources to reduce illumination costs, depending on the application.
Take, for example, some fundamental differences between area- and line-scan imaging applications. Area-scan cameras acquire a whole frame of video at once, which is then read out sequentially. In a line-scan camera, the line is exposed and the data also read out sequentially, but there are fewer pixels to capture the light. The system can usually read out the pixels faster, with full line-scan rates of 83 kHz and higher not uncommon. The faster the line-scan camera runs, however, the less time the camera has to acquire the charge in the pixel, so more intense lighting may be needed.
Hence, fiber optic illumination may be a better choice in the highest-speed applications. Sensitivity is improving in line-scan cameras, allowing slower applications or enabling those using a time delay and integration line-scan camera to use LED lightlines, even for reflected-light applications.
Meet the author
Scott Bouchard is business unit manager at Volpi Manufacturing USA Co. Inc. in Auburn, N.Y.; e-mail: [email protected].