Advances in laser technology are readily adopted by automakers.
Klaus Löffler, Volkswagen AG
The global automotive industry has been a pioneer in adopting laser technology into the manufacturing process, perhaps starting as early as 1973 when Ford Motor Co. purchased an underbody laser welding system for an assembly line. Today, new solid-state laser technologies are evolving at an unprecedented pace — in some respects, even more rapidly than Moore’s law predicts advances in semiconductor technology (Figure 1). How are these advances being used in the automotive industry, and how will they be used in the future?
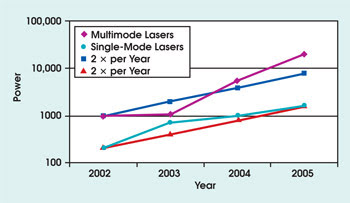
Figure 1. During the past several years, the evolution of high-power solid-state lasers has outstripped Moore’s law. This chart shows the power available from commercial single-mode and multimode solid-state lasers and, for comparison, what the power would be if it had doubled every year.
Traditionally, the adoption of lasers by the automotive industry has been linked to new applications. In the 1980s, for example, the use of lasers expanded into gear parts welding, the production of air-bag components and the welding of engine components such as injection valves. By the 1990s, they were finding applications in the manufacture of automobile bodies through the greatly expanded use of tailor-welded blanks and hydroformed parts. Today they are at work at contract suppliers around the globe.
One can gain some insight into the automotive applications of lasers by considering recent developments at Volkswagen AG. Since 1993, the company has been integrating lasers into the manufacture of its car bodies, especially for the Volkswagen and Audi brands. Now it has more than 800 high-power lasers installed at its assembly plants worldwide.
The newly designed Passat presented a challenge to manufacturing engineers: Find an effective way to cut the ultrahigh-strength steel with which the vehicle is produced. This new material improves static and dynamic torsion stiffness, as well as dynamic bending stiffness. From the manufacturer’s perspective, laser technology proved to offer the most economical method to cut the material. From the customer’s perspective, laser technology produces a car with better handling as a result of the stiffer body and with reduced fuel consumption as a result of the vehicle’s lower weight.

A robotic laser welds a Volkswagen auto body.
Volkswagen, of course, is not the only manufacturer pursuing new laser technologies to increase product value. DaimlerChrysler AG is active in integrating lasers into the production of auto bodies. The majority of automotive manufacturers, including Audi AG, BMW AG, Toyota Motor Corp., Nissan Motor Co. Ltd., Volvo and Hyundai Motor Co., have been using lasers for joining metals for many years. Ford and General Motors Corp. are exploring the benefits of laser joining as well, and there are signs of implementation within both companies.
Future trends
Most auto-body laser applications involve joining one metal to another; for example, in overlap welding, in the brazing of edge joints and in the making of fillet joints such as those on the roof and trunk lid (Figure 2). Nearly 400 4-kW solid-state lasers weld auto bodies in six Volkswagen plants around the world — four in Europe, and one each in North America and Africa. The materials are hot-dipped and galvanized, zinc-coated automotive steel. Golf, Touran and Jetta models feature more than 50 m of laser joining per vehicle.
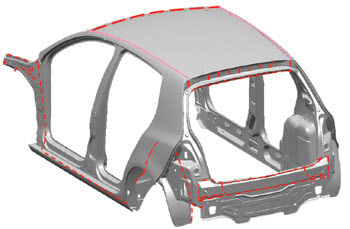
Figure 2. Laser welding has become the favored technique for joining metals in car bodies.
Laser techniques, which are likely to continue to be important, have several advantages over traditional metal-joining technologies:
• Increased process speed, resulting in higher productivity, shorter cycle times and minimized heat distortion of the joined parts.
• Compact manufacturing lines with reduced floor-space requirements.
• Enhanced strength of the joints, compared with most alternative joining methods by continuous welds.
• Reduced width of — or elimination of — the flange, resulting in reduced vehicle weight.
• Greater tooling flexibility. The same laser can weld, braze and cut. Additionally, one laser can service multiple work cells by means of fiber optic cables.
To understand the projected evolution of laser applications in automobile manufacturing, it is useful to understand how some of the new technologies are affecting the field.
Disk lasers and fiber lasers
Disk lasers and fiber lasers offer higher powers with better beam divergence than previous lasers. How will the industry use these lasers, with beam quality of 3 mm mrad and powers of 4 to 6 kW?
Consider the automated fiber optic delivery of laser power to a workpiece. A pair of scanning mirrors at the end of a robotic arm move the beam quickly along the targeted joint. The technique, originally developed by DaimlerChrysler’s Mercedes Car Group, has been embodied in machines that are available from several vendors.
Although these laser welding systems produce better, lighter welds than conventional systems, they also have more subtle advantages. They offer designers full flexibility in the location and geometry of the welds without paying a penalty in terms of speed. Designers can place joints with the best-fit geometry to the location of choice to accommodate the results of calculation/simulation programs. Designers can minimize the number of welds required, optimize the stiffness and safety of the vehicle and minimize manufacturing costs.
But a drawback to existing robotic-arm systems is the laser’s rather low utilization rate, which is in the range of 30 to 50 percent. With the older lasers, the business end of the robotic arm must get to within 150 mm of each weld, and it takes a significant amount of time to move it from one weld to the next. The machine spends more time moving the robotic arm than it does welding.
The improved beam quality of the new disk lasers means that the same weld can be produced using a lens with a longer focal length. A longer focal length means the robotic arm can be farther from the workpiece that it had been — perhaps as far as 500 mm. Thus, the time spent moving from one weld to the next can be reduced from seconds to milliseconds, and the utilization of the laser can be much higher.
One of the first systems using a 4-kW disk laser in combination with a robotically controlled arm was installed to produce the rear shelf of the new Volkswagen Passat.
Although disk lasers and fiber lasers have been behind many of the recent advances in automotive technology, the future may see the direct application of diode lasers. Already, diode lasers are nearly ready to be substituted for Nd:YAG lasers in brazing applications. Moreover, they will make their way into automotive manufacturing with the increased use of plastic materials. Direct diode lasers weld plastic containers and manifolds, and one can envision a time when they will be applied to joints between plastic panels of a car’s exterior.
In the future, the ways that lasers are used in auto-body manufacturing will depend on the design of the cars. Designs based on space frames are liable to accelerate the use of lasers. Materials such as composites and magnesium might better be joined using other technologies.
Other applications
Assembling auto bodies is the heart of automotive manufacturing, but lasers also find application elsewhere in the field. One such area is the manufacture of small sensor components; for example, air-bag sensors and igniters, antilock brake system sensors and injection valves. Many hundreds of lasers are involved in the production of these parts.
A promising new application is the treatment of surfaces developed by Gehring GmbH & Co. KG of Ostfildern, Germany. The cylinder walls of the Volkswagen Race Touareg engine are structured with a laser to create small depressions where lubricants collect to keep the engine running smoothly. General Motors also is employing lasers to add microstructuring to the cylinder walls.
Looking further into the future, one envisions the evolution of nongasoline-powered engines in automobiles. One day, gearboxes, drivetrains, transaxles, injection valves, gasoline engines and steering columns may all be history. Drive-by-wire approaches and the alternative propelling systems of the future will demand new manufacturing techniques. Lasers presumably will continue to play a major role in these technologies.
Fuel cells, for example, often are discussed as power sources for future automobiles. Fuel cells are composed of thin foils, and precision high-speed welding, cutting and drilling will be required to mass-produce them. These requirements seem like a natural fit for the capabilities of laser machine tools.
Meet the author
Klaus Löffler heads the joining department of production engineering at Volkswagen AG in Wolfsburg, Germany; e-mail: [email protected].