Several factors must be considered, but an appropriate packaging material likely exists for your hot application.
Randall Elgin, Bill Riegler and Rob Thomaier, NuSil Technology LLC
Historically, high temperatures have negatively affected the function of LED chips; however, recent designs from companies such as Philips Lumileds Lighting Co. reportedly perform at temperatures as high as 185 °C without compromising output. The transition from low- and midpower LED chips to high-power devices has challenged packaging engineers to seek materials that function at higher temperatures.
As part of ongoing research into the effects that high temperatures have on silicone packaging materials — which range from the impairment of physical properties to the degradation of optical quality — NuSil has evaluated several of its optically clear materials. In general, our results have revealed that exposure to high temperature permits chemical reactions between the silicone being tested and the gasket material used to form the sample preparation. Some of the materials tested maintained optical transmission after exposure to high temperatures but, in others, these reactions led to optical transmission degradation.
As the maximum operating temperatures of devices have increased, the variety of materials capable of handling this task has thinned. Silicone encapsulants — specifically gels and soft elastomer systems — offer many desirable material properties, including flexibility, permeability to air, good tensile strength, high elongation and tear strength, and resistance to physical degradation resulting from weathering, ozone, chemicals, abrasion and steam. Silicone is valued perhaps most for its ability to maintain these properties over a wide temperature range: from –130 to 310 °C. It also is easy to process and can be used in many forms — from filling voids to soft extrusions and rigid molded parts.
High-brightness LEDs require a specialized encapsulation for which silicone is a near-ideal choice. Optically clear silicones can be formulated to provide a broad range of optical parameters because they are highly transparent, particularly in the visible, are adjustable in refractive index (from 1.38 to 1.57) and can be made in a variety of hardness levels. They also adhere well to a number of materials and exhibit low shrinkage when they cure.
Silicone under heat
Simple molecules, such as those in monatomic gases, have only one mode for handling increased temperature: translational motion. For these particles, as the temperature rises, the average velocity of each atom increases. Molecules with more atoms have more degrees of freedom to translate increasing temperature into motion.
Besides translational motion, the molecular structure of silicone (Figure 1) permits vibrational and rotational motion. The repeating Si-O bond that forms the backbone of the silicone molecule is extremely flexible. With increasing temperature, this bond can flex or rotate, providing an extremely stable configuration.
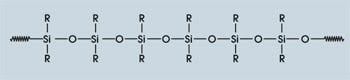
Figure 1. The molecular structure of silicone is shown, depicting the Si-O backbone. R generally indicates either methyl or phenyl groups.
On the basis of material strength — an important consideration for bonding and overall chip protection — the excellent temperature performance of silicones makes them an obvious choice for encapsulating high-brightness LEDs. Another equally important property of silicones used in high-brightness LEDs is optical clarity. However, silicones have not been evaluated for their ability to maintain optical clarity at high temperature.
As previously mentioned, the structure of silicone polymers lends itself to the effective management of thermal energy. It is important to note, however, that silicone elastomers and gels are composed of additional components that may behave differently under heated conditions. Typical elastomer systems are formulated with siloxane polymers, reinforcing fillers, cross-linking siloxane polymers, catalysts and inhibitors. Gels are essentially unreinforced elastomer systems. Formulations differ in relative amounts for various components, dependent upon the desired physical properties. This adds a high degree of complexity to the assessment of the stability of silicone properties under thermal stress.
The evaluation of silicone encapsulants is widespread in the high-brightness LED industry. Experience from usage varies from good optical clarity to yellowing and even blackening of the package. Aside from the silicone compositions mentioned earlier, the uncured silicone compound is exposed to several materials in the LED package. The chip, underfill, solders, wiring and substrates potentially contribute transient compounds that may negatively affect a silicone sample’s physical properties. Additives such as phosphors also may adversely affect physical properties. These factors become important to consider in light of the study results to be discussed later.
High-temperature effects
We performed a comparative study to evaluate five of our optically clear silicones for changes in optical transmission resulting from 500 hours (about three weeks) of exposure to 150 °C.
The silicones selected for the investigation are representative of those used by the optics packaging industry for encapsulation and for lens applications. The samples vary slightly in refractive index and composition, accounting for the range of products offered by NuSil and by other silicone manufacturers.
We observed degradative effects at 150 °C because this temperature lies between the 120 and 185 °C PN-junction temperatures generated by the chips; 150 °C is not where the encapsulant starts degrading optically. Nonetheless, the rate of degradation at 120 °C, for example, would be slower than at 150 °C, and it would degrade more quickly at 185 °C. In fact, many of the reactive components in silicone mixtures are active even at room temperature, and various additives may be included to slow or temporarily halt curing.
The samples were prepared two ways: nearly completely enclosed between glass slides or mostly open to the atmosphere. All of the samples were exposed simultaneously to high temperature so that comparisons between them would be meaningful. The materials used in the test are listed in the table above.
Initial observations of the samples while they were at 150 °C created an appreciation of the problem that has been reported by manufacturers and users of silicones in high-brightness LED applications: Both gel and thermoset types of silicone may be immobile when they are cured, but at 150 °C, they become soft and, in some cases, almost fluid again. Some materials were observed to yellow visibly; in some samples, the color was observed to migrate during exposure, creating gradients of yellow throughout the sample.
After these initial developments,it was realized that 150 °C is hot enough to enable reactions between the silicone and the gasket material that was used to form the sample. The gasket materials used were other forms of silicone — a variety of silicone elastomers selected only for their hardness and suitability to form gaskets. These results forced us to modify sample preparation and gave us an appreciation of the accelerating effect of high temperature on chemical reactions. In addition, this surprising initial result served as an early warning about the exacerbation of material incompatibilities at elevated temperatures.
To reduce the effect of cross-contamination between the gasket and the sample, a subsequent set of samples used gaskets of a single known material of the same cure chemistry as the samples being tested. Of the samples that showed yellowing, the effect was reduced by the use of the selected gasket material. In these, yellowing appeared as gradients throughout the sample. Whitening of the gaskets also was observed.
With the glass-enclosed samples, yellowing was concentrated more at the border between the sample and the gasket or at the open edge. The unenclosed samples exhibited less yellowing and no visible color gradients.
Subsequent interesting discoveries were made when, after two weeks at 150 °C, the gaskets were removed from the samples and the heat soak allowed to continue for another week. Spectroscopy of the samples one week after the gaskets were removed showed that the transmission degradation resulting from visible yellowing was reduced compared with the previous week’s data.
The complications of having adjacent dissimilar materials eventually led to preparation of the samples without gaskets. Although this setup is idealized, and any practical application probably would require the silicone to contact a variety of materials, it seemed essential to evaluate the effect of high heat on the silicone alone.
Revised preparation
The evolved sample preparation sandwiched the silicone between two microscope slides with 2-mm-thick silicone spacers. Once the samples were cured, the spacers were removed. Similarly, five open samples were prepped from the same materials: glass substrates and rectangular silicone gaskets that were removed when the sample was cured. The resulting open samples were approximately 2 mm thick.
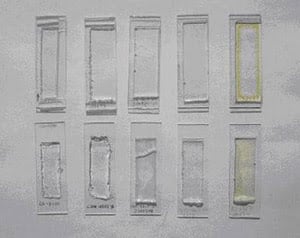
Figure 2. Five encapsulant materials were tested, both enclosed by glass microscope slides (top row) and open to the air (bottom row). After three weeks of exposure to 150 °C heat, each material showed various degrees of yellowing.
The visual results of three weeks of exposure to 150 °C are shown in Figure 2. The top row shows the enclosed samples, while the bottom row shows the open ones. The enclosed and open samples for any given material are paired vertically in the photo.
The data show that one material, LS-6257 (right-most vertical pair), has visible yellowing. The glass-enclosed sample shows a yellow ring, whereas the open sample shows uniform yellow color. It is also difficult to tell from the photograph that the open sample of CSM-3252-3 (bottom row, second from left) developed a surface haze. However, this effect is apparent in the spectroscopy data presented in Figures 4 and 5.

Figure 3. LEDs are getting brighter — and hotter. However, until recently, silicone encapsulants, like the sample pictured here, have not been evaluated for their ability to maintain optical clarity at high temperature.
Collection of the spectrographic data required removing the samples from the 150 °C oven, which introduced thermal shock to the data collection protocol. This was a problem only for the most rigid of the sample materials, LSR-9618-30, and we believe that thermal shock is responsible for the crack in the open sample of this material (bottom row, center) and for the delamination of this material from the glass slide. Spectroscopy for this sample was performed through a portion of the sample that was not delaminated.
Transmission spectroscopy was completed using a spectrophotometer from Varian Inc. of Palo Alto, Calif. Spectrographic data were collected before heat exposure and then weekly during the high-heat exposure. The initial, unexposed transmission curves are shown with the solid black line, and the subsequent curves are shown with decreasing dash lengths. For reference, the visible part of the spectrum (400 to 750 nm) is denoted with vertical dashed lines. The shifting of the curves to the right, so that the transmission roll-off happens further into the visible part of the spectrum, indicates the increasing yellowing of the material.
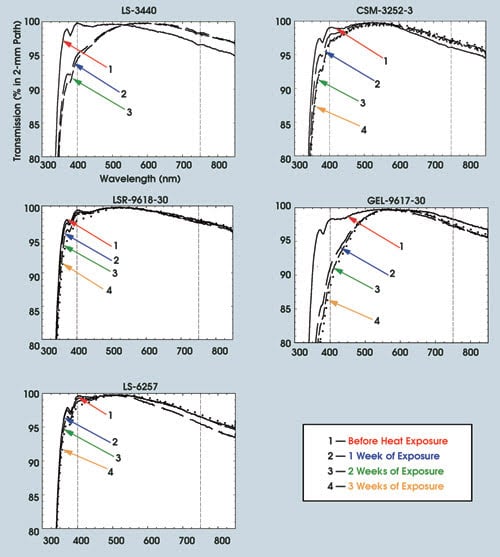
Figure 4. The above charts depict optical transmission vs. wavelength and show the response of silicone samples that were enclosed by glass slides and exposed to 150 °C heat. Gasket material was absent, and measurements were taken before heating, then once a week for three weeks afterward.
Spectroscopy of the open samples was problematic for a couple of reasons. Encapsulation silicones frequently have a certain amount of surface tack to provide for good adhesion to the substrates being encapsulated. The large area of exposed gel in an open sample can, and did, collect dust, even though care was taken to prevent this during the three weeks of the testing. Also, the thickness of the sample was not tightly controlled, and the samples show various concave or convex top surfaces that created lensing effects during spectroscopy.
However, despite these variances, the data obtained from the open samples were very repeatable, and the results are a helpful addition to the data set.
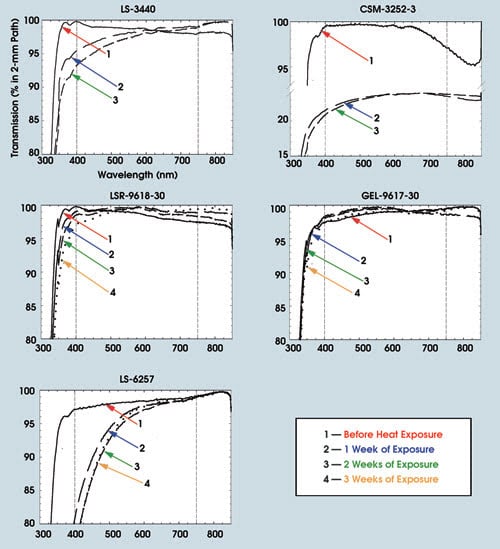
Figure 5. The above “optical transmission vs. wavelength” charts show the response of silicone samples that were left open to the air while exposed to 150 °C heat. Gasket material was absent, and measurements were taken before heating, then once a week for three weeks afterward.
Discussion
The visual data are important, as transmission spectroscopy is not valid for a nonuniform material. Given the size and shape of these samples, the light path of the spectrophotometer covered only a small area in the center of the sample. Therefore, a material that shows good optical clarity in the center of the sample must be interpreted with the knowledge of the visual data. Overall, the results are varied and unique for each material and require the use of a combination of the visual data and the spectrographic data for interpretation.
The only statement that can be applied to all of the results is that the greatest degradation appears to take place during the first week of exposure. Degradation caused by continued exposure is less over the second week and less again during the third week. This suggests that the cause of the degradation is a component in the material that is being consumed and, therefore, is present in limited quantity. This is important because the optical degradation seen in high-brightness applications, where yellowing can progress to browning and blackening of the gel, is not explicable by the results above.
As discussed above, silicones are mostly polymer, with small amounts of additives (typically in concentrations of parts per million) to modify such properties as ease of handling, extended pot life (working time from mixing to the start of curing), and photo- and/or thermal stability. The data suggest that these formulation components are responsible for the yellowing seen in this experiment.
Although not pictured, a silicone polymer exposed to the 150 °C temperature did not appear visually yellow, further raising suspicions that other formulation components may pose a problem. Industry applications where blackening of the gel is observed frequently require the addition of other materials to the gel or immediately adjacent to it. On this basis, we suggest that the other materials in the assembled package are most responsible for the blackening.
The study showed that some silicone formulations do not experience optical degradation. However, it did not identify which specific additive is the cause. This will be the subject of future studies.
Another silicone manufacturer, Shin-Etsu Chemical Co. Ltd. of Tokyo, recently presented a paper describing a study of temperature stability at 150 °C. Two of the three materials that they tested showed a decrease in optical transmission over time.
The initial difficulties with the test procedure described herein speak to the challenge of putting any dissimilar materials next to each other and placing them under high heat. High temperatures promote reactivity of all kinds. Controlling this requires an understanding of chemical mechanisms and oxidation. Given the variety of materials often added to silicones as part of the application, this is difficult to predict.
The early problems experienced and the final data collected during this study lead us to make the following recommendations for working with silicones at high temperatures:
1) In all phases of development, one should design devices that prioritize lower operating temperatures. At this time, we cannot set a temperature limit, but it can be said that increasing the temperature promotes reactions of all kinds.
2) Be mindful of material incompatibilities, particularly at elevated temperatures. A material compatibility test — at an elevated temperature if possible — is recommended for every type of material that comes into contact with the silicone.
3) Select a silicone with as few manufacturer-supplied additives as possible and include as few additives of your own as possible.
4) Select a silicone with demonstrated good performance. Not all materials lose optical transmissivity, and it is reasonable to assume that many optically clear silicone elastomers and gels, regardless of manufacturer, will perform well in high-temperature environments.
Meet the authors
Randall Elgin is a senior engineer for NuSil, directing the Lightspan LLC application laboratory in Wareham, Mass.; e-mail: [email protected].
Bill Riegler is product director of engineering materials, and Rob Thomaier is a research director, both at NuSil Technology LLC in Carpinteria, Calif.; e-mail: [email protected].