Camera technology offers high speed and low noise, ideal for high-volume imaging.
Lars Hansen, Basler Vision Technologies
With faster innovation cycles, shorter times to market and higher investment costs, the pressure for more automation and higher production output is escalating in nearly all industries.
In industrial applications, the demand for faster acquisition speeds in vision products has risen continuously. Applications such as postal sorting and document scanning are all about the speed necessary to handle the tremendous volume of letters and packages while meeting the customer’s delivery time expectations. Postal sorting and document scanning are now high-performance machine vision applications requiring cameras with stringent performance standards.
A key factor in achieving this performance is the ability to deliver and process growing data rates. With the latest CMOS image sensor technology, it now is possible to produce cameras that increase the throughput of a postal sorting machine to speeds of 7 m/s or even faster. This speed was not possible — at least not with satisfactory results — until just recently.
Most conventional line-scan cameras use CCD imaging sensors, which provide excellent image quality in slower applications but face physical limitations when operating at higher speeds. For example, the sensor’s driving circuits must work at high frequency against the high capacitive load of the CCD shift registers, consuming a great deal of power and overheating the sensor and the camera’s other electronics. For high-speed operation, CCD sensors also need a multiplicity of output taps with off-chip output amplifiers and analog-to-digital converters on each tap, which tends to make the design of CCD cameras large and expensive.
In satisfying the demand for increased throughput, many conventional line-scan cameras that use CCD technologies now are meeting the limits of the physics, because the readout concept prevents the device from reaching the faster levels of speed necessary. Some CCD-based line-scan cameras can reach higher speed levels but with the drawback of strongly decreased resolution that limits their efficiency.
CMOS technology
To overcome these problems, engineers have sought other approaches. Over the past few years, CMOS imaging sensors rapidly have become the preference for high-speed area-scan imaging as CMOS sensor technology has improved and become successful in line-scan applications. Not only is it faster but also it features a low noise level — previously the exclusive strength of CCD technology
Current CMOS designs combine the advantages of CMOS and CCD sensors: the ability to reach extremely high speeds with low noise while yielding very sensitive pixels. The main steps required for CMOS sensors to achieve their greatly improved level of performance were better lithographic resolution, an optimized CMOS fabrication process, an active pixel design and better on-chip circuit capabilities.
The design specifications for the sprint CMOS sensor manufactured by Basler Vision Technologies of Ahrensburg, Germany, targeted extreme light sensitivity, which allows the devices to be used at very high speeds or in low-light conditions. The goal was met by developing a next-generation CMOS sensor whose important parameters include a fill factor of 100 percent, a 60 percent quantum efficiency and a low noise level of 14 electrons. A reasonably small full-well capacity, together with a high level of sensitivity, provides the optimal signal-to-noise ratio at low-light conditions.
Line-scan applications place a complex range of requirements on cameras in a vision system. A line-scan camera such as the sprint, with a dual-line CMOS sensor, offers greater flexibility because each sensor line can be controlled independently, and each single pixel can be addressed separately. By selecting the appropriate camera mode, it is possible to focus the camera’s performance on the highest sensitivity, the lowest noise performance, and higher speeds or dynamic range.
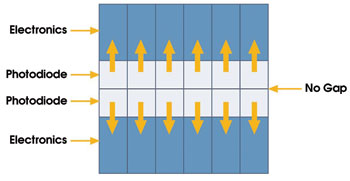
Dual-line sensor architecture offers greater flexibility because each sensor line can be controlled independently, and each single pixel can be addressed separately.
Applications such as document scanning and postal sorting run at high speed with short integration times and limited light — precisely the conditions where the CMOS camera can provide the best results and can increase throughput. Strong competition in the marketplace is forcing manufacturers of scanning and sorting systems to reduce their material costs to a minimum while maintaining high quality and increasing performance. Thus, a light-sensitive camera offers the possibility to reduce the costs for the light system.
In many operations, the required sensitivity can be reached with a camera operating in single-line mode. If this is not sufficient, the camera’s dual-line functionality can be used to scan each object line twice, thus doubling the signal. If an operator is more focused on speed, the dual-line sensor can be used to double the camera’s output rate and to reach a line rate of 140 kHz at the full sensor resolution of either 2048 or 4096 pixels.
The module used in the sprint camera consists of the sensor and all its electronics combined onto a ceramic board. The silicon is directly bonded, offering highly efficient heat transfer, an identical heat extension coefficient (silicon to ceramic) and solid stability.
Another major advantage of CMOS technology is the linear speed increase that can be achieved by setting an area of interest. With this feature, the line rate for a camera with a resolution of 4096 pixels can reach 280 kHz when the camera is used with a 2048-pixel area of interest.
In postal sorting and document scanning, dual-line CMOS technology has found perfect venues to display its strengths — great image quality and exceptional sensitivity at very high speeds. Additionally, cameras based on this technology are flexible tools that can be used to address a wide variety of applications. These cameras are especially important in today’s marketplace, where increased performance and decreased cost play such an important role.
Meet the author
Lars Hansen is product manager at Basler Vision Technologies in Ahrensburg, Germany; e-mail: [email protected].