For a wide variety of industrial processes, machine vision systems are the key to inspection and quality control. From presence verification and label checking to dimensional gauging and defect detection, these systems require skilful design and maintenance if they are to work properly throughout their lifetime.
“Systems are often retired long before they should be,” said Brian Castelino, managing director of Machine Vision Technology (MVT) Ltd. in Royal Leamington Spa, UK, who has been installing such systems for 23 years. “Attention to detail makes all the difference between success and failure.” An independent integrator, MVT designs and installs vision systems, providing on-site training and support for up to a year to ensure that the systems work properly.
One way to set up a system is to hire an experienced integrator. Or, staff engineers may decide to tackle the challenge themselves, attracted by the simplicity of smart cameras with built-in lighting and inspection software. Cognex Corp. of Natick, Mass., USA, for instance, makes a series of specialist smart cameras optimized for bar-code and matrix reading or for parts detection and inspection. It is vital to choose the optimum lighting, imaging and processing techniques for the task at hand if the system is to be robust and reliable.
On the lighting side alone, the choices are overwhelming: LEDs, arc lamps, incandescent and fluorescent sources and lasers, line lights, ringlights and point sources, diffuse illumination, backlights. An excellent guide is the “Vision Elements” catalogue from Firstsight Vision Ltd. (a member of the Stemmer Imaging Group) of Tongham, UK. This handbook of vision components and systems is now in its third issue and is a resource for anyone trying to specify or install a vision system. It addresses all aspects – including lenses, cabling and lighting controllers – explains the technology and the choices, and provides a guide on how to tackle the project.
Defining what it is you are trying to inspect is the first step in assembling a system. This helps in steering suppliers toward the least expensive and most straightforward solution. Choosing lighting that enhances the features to be inspected and that blends unwanted features into the background eliminates problems at source and simplifies subsequent processing. Do you want to measure the shape, the dimensions, the colour or the surface texture of the product? Or are you trying to read or validate text, or bar or 2-D codes?

This coin illustrates how dark-field illumination highlights the edges of indentations on metallic objects.
The nature of the material is important, too, because it could affect the visibility of the feature you are trying to inspect. For example, 2-D codes or scratches indented on metallic components are more obvious when illuminated at a low angle; i.e., the edges of the indentations are bright, while the background remains unlit. This is called dark-field illumination. On the other hand, if you want to read text printed on a shiny label, you must cut out all mirror reflections using an “on-axis” light. For product gauging operations, backlight illumination often is appropriate because it presents a silhouette of the object for direct software measurement.
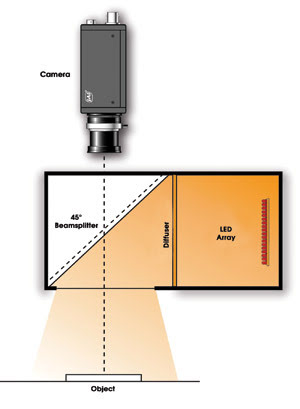
An on-axis illuminator can inspect flat reflecting objects such as polished silicon wafers and labels. It reduces the reflection of the camera lens and light source on the surface of the inspected product.
Colour filters or appropriately coloured LEDs often are useful for enhancing the contrast of the particular feature to be inspected. Infrared wavelengths are useful when capturing images through smoke, fog or steam, and they have applications in laser welding. Infrared imaging finds hot spots in electrical circuits and performs quality control in refrigerator manufacture. It looks straight through the paint to hidden blemishes in car bodywork.
The speed of the production line and the frequency of inspection determine whether flash lighting is needed. These also decide the frame rate, readout and trigger capability of the camera. Smart cameras come complete with image processing software, but standard machine vision cameras require separate software such as NeuroCheck from NeuroCheck GmbH of Remseck, Germany, or Stemmer’s Common Vision Blox.
Once the lighting and camera rig are operational, you should capture a collection of images encompassing the natural variations of lighting and product. This is much better than using just a single optimum image as the template for pass/fail decisions, and it has a big impact on the long-term success of the system.

Collimated on-axis illumination accentuates the shallow dents in a battery. Photos courtesy of Firstsight Vision Ltd.
Another simple technique is to alter the lighting intensity and defocus the camera to simulate less-than-optimum capture conditions and to ruggedize the pass/fail response.
Keeping it working
Over time, light sources change their intensity and spectral distribution, lenses and physical reference standards gather dirt, and fixtures and mounting blocks become loose. When a light source moves, it causes the lighting distribution to change, and when a camera moves, it alters the point of view. These changes affect the image and can cause the inspection algorithm to misclassify products; i.e., perfect products can fail because of imperfections in the inspection environment. So there must be a scheduled maintenance programme.
For example, Industrial Vision Systems (IVS) Ltd. of Kingston Bagpuize, UK, a subsidiary of NeuroCheck GmbH, lists the procedures that customers should adhere to in its operator’s manual. These include checking for dirt on the lenses and lights, cleaning with a special cloth supplied, and tightening the mountings when necessary.
NeuroCheck software includes an “Adjust Cameras” function that compares the live image with a reference image. Cross-hairs in both images measure the size and direction of any change in the positioning of the camera. In addition, IVS employs an ongoing lighting calibration check to measure the average grey level of an area and to flag a digital output if it goes out of specification. This tells the operator when to change the light bulb.
“With modern LED technology, this isn’t such a problem,” said Earl Yardley, director of IVS. “Also, with modern FireWire camera technology, we have two-way communication between the camera and software so we can make dynamic real-time changes to the camera exposure, gain and RGB settings if lighting levels change.”
Even with proper maintenance, a system can go wrong. Some companies provide valuable after-sales support to their customers. For example, Dalsa Corp. of Waterloo, Ontario, Canada, has an advanced replacement warranty scheme: Subject to stock availability, the company replaces any camera that fails under warranty, minimizing down time while the faulty item is being repaired.
Ruth Thompson, marketing manager at Firstsight Vision, told me that her company has a team that not only advises customers over the phone or on-site to support the systems it sells but also sets no time limits for the support.