
High-Energy Laser Optics Require Coatings in Their Own League
Lasers were born to burn
Sure, your laser pointer doesn’t have the power to punch through
the wall, but high-fluence CO2 and other heavy-duty beasts of burden can carve through
sheet metal, slice 1/4-in. steel into intricate shapes and drill smooth holes into
parts that will become automobiles, electronic gadgets, weapons and medical devices.
To deliver these most potent of laser beams to their targets requires optics that
can withstand no small amount of punishment – even as they do their job of
manipulating and focusing high-energy light.
All optics – and the thin films that coat them – contribute
tremendously to overall system performance, but they degrade over time. Humidity,
abrasion, extreme air temperatures and more can all take a toll. Blast a coated
optic with a high-energy CO2 laser, however, and you’re asking for trouble.
Continuous-wave lasers that deliver several watts per square centimeter
to a surface are placing more than enough energy through the optical components
to wither the parts, given enough time. (Pulsed lasers also can deliver dramatically
high energy levels to their targets, although joules are the standard measurement
tool for these applications.) The substrates themselves are prone to defects caused
by mishandling or lack of protection, but the thin films used to coat the optics
– generally to improve system performance and longevity – also are subject
to premature performance degradation and destruction when high-energy lasers are
involved.
Many companies, including Deposition Sciences Inc., Omega Optical
Inc., JDSU Corp., Precision Photonics Corp., MLD Technologies LLC and CVI Melles
Griot, specialize in producing high-end optics and coating materials to accompany
them. For low-fluence applications such as infrared imaging, antireflection coatings
are ubiquitous, but coatings designed to take the heat must be able to reflect as
much of the energy delivered by a beam as possible, allowing transmission of only
the most relevant portion of the laser output (see Figure 1).
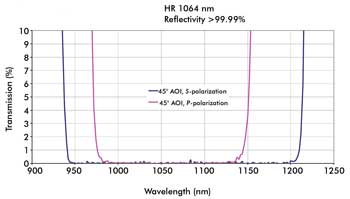
Figure 1. Mirror coatings must exhibit extremely low absorbance when
used with high-fluence lasers. AOI = angle of incidence. Courtesy of Precision Photonics
Corp.
Coating technologies also must keep up with the fact that high-energy
lasers no longer are limited to heavy-duty cutting and drilling operations. Additionally,
they are being used in scientific, remote-sensing and display systems, and more
every year.
For high-power laser optics, both the substrate and the coating
must exhibit low losses resulting from absorption or scattering. In contrast, they
also must offer high efficiency and a high damage threshold.
The damage threshold of optical coatings depends upon the substrate
selected as well as upon the wavelength and pulse duration of the laser. Also important
is handling of the substrate and of the coated optic during and after manufacture.
Scratching or digging into a lens while cleaning it, for example, increases the
chance of incurring damage during laser operation. Environmental issues, such as
mold and mildew encouraged by high humidity and poor storage facilities, can negatively
affect optical performance.
Deposition techniques
Electron-beam deposition, ion-assisted electron-beam deposition
and ion-beam sputtering are the most used tools for getting thin-film materials
onto optical substrates in quick, uniform batches. Coatings suitable for high-fluence
applications require densely packed molecules. If the thin film’s density
is too low, the resulting coating can be unstable enough to falter under the beam.
One possible result is a coating that has a lower refractive index than desired.
Unstable coatings also are more prone to damage caused by humidity, which collects
in microscopic pockets, or voids, altering the refractive index and ultimately causing
the coating to flake off prematurely.
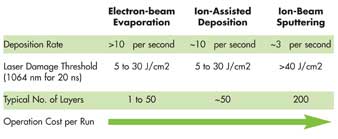
Table 1. Ion-beam sputtering is the preferred technique for depositing optical thin films for high-energy laser applications.
Deposition techniques are worthy of their own examination, but,
simply stated, electron-beam and ion-assisted electron-beam deposition techniques
provide coatings that are not dense enough for high-energy applications. Ion-beam
sputtering, however, provides densities adequate for the task. The technique is
only one-third as fast, however, so the coating process takes longer.
In sputtering, energetic particles are directed at a target comprising
the material to be deposited onto the optical substrate. The particles – typically
electrons or ions as the techniques’ names suggest – chip away at the
target, causing atoms of the deposition material to fly toward the substrate, where
they build up layer by layer. Because the energy of ions is higher than that of
electrons in these competing systems, the deposited atoms form tightly bonded molecules
that are very dense, practically nonporous and quite uniform.
“While there is good technical data available on damage
threshold causes and how to optimize for [them], most people don’t realize
how important execution and process control are to achieving high damage thresholds
consistently,” said Nick Traggis, vice president of Precision Photonics in
Boulder, Colo. “Steps as simple as how you clean your substrates before coating,
or the way you fixture them in your coating chamber, can have a significant impact
on performance.”
Choosing coatings to protect a lens, mirror or other optical component
from the upper range of powerful lasers is not a simple matter because you still
must match all of your other performance requirements. Nonetheless, matching the
right thin film to the substrate best suited for the job will ensure many hours
of successful work.
Interview with Nick Traggis, vice president of photonics at Precision Photonics Corp.
Who is your typical client?
Our typical client is a solid-state laser manufacturer
in an industry such as defense, medical or industrial. We find that our customers
have become quite educated on various coating technologies and know what they want
and how they want it done. For instance, they will often ask for a specific process,
such as ion-beam sputtering [IBS] by name.
What are your criteria for choosing a deposition method?
Deposition
method is often determined by the materials being deposited. For visible and near-IR
coatings, we have found ion-beam sputtering to offer the highest performance in
terms of packing density, adhesion and low absorption. However, IBS technology is
typically limited to oxide-based coating materials. Therefore, other deposition
methods are often utilized for long-wave-infrared and ultraviolet applications where
other coating materials are necessary.
Do you have special criteria for choosing a material for high-damage-threshold
coatings?
One needs to understand the laser application before
determining which material is most appropriate. For instance, the damage mechanism
in a continuous-wave laser system is very different than the damage mechanism in
an ultrashort pulse system. The materials that offer low absorption and good CTE
[coefficient of thermal expansion] matching in a CW system may be more susceptible
to electron-field effects in a short pulse system and therefore no longer suitable.
It is our job as the coating supplier to understand the customer’s application
as well as possible and then make an educated determination as to the best material
set.
Are there any new coating materials on the horizon? Will quantum
dots or other particles be incorporated into them?
Precision
Photonics Corp. currently has over $2 million in government funding for researching
new coating materials and methods, and we certainly feel there is more to be done.
Areas of interest include characterizing new dielectric materials as well as learning
how to deposit materials with new deposition methods.
Do you have any anecdotes about coating technology?
While optical coating technology saw a big push during the telecom boom of the late ’90s
for things like WDM [wavelength-division multiplexing] filters and no polarizing
optics, the technology development has been a little slow since then. It is up to
us as an industry to continue to innovate and rise to the needs of our customers,
but right now too many suppliers are resting on the laurels of 15-year-old technology.
Aside from laser applications, are you seeing a need for high-damage-threshold
optics/coatings in other areas?
Damage threshold considerations
should not be limited to laser fluence. There are many needs for mechanically durable
or abrasion-resistant optical coatings in deployed military and industrial applications.
Temperature extremes are also an issue for some aerospace optics and even lighting
or solar applications where lifetime can be affected. Precision Photonics was recently
contracted to design a broadband antireflection coating that could withstand operating
temperatures up to 1000 °C. This required a very detailed understanding of
the material properties involved and the coating-to-substrate interaction.
Published: September 2010