
Historic Lasers Find New Life in Niche Applications
David Havrilla, !%Trumpf Inc.%!
With all the hoopla surrounding new high-brightness lasers such as disk and fiber, some think the death knell is sounding for CO2, lamp-pumped and other older, well-established types. However, the lack of a one-size-fits-all laser means these classics are far from giving up the ghost.
In the years since the introduction of high-power disk and fiber lasers, we have witnessed not only the resilience of the historic industrial lasers, but also enormous advances in direct-diode lasers. In fact, the direct-diode laser, which preceded disk and fiber, is certain to be somewhat disruptive to the current high-brightness leaders in the not-too-distant future. So why have the historic lasers survived the cut? And why should disk and fiber not rest on their laurels?
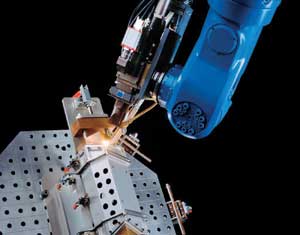
Laser welding of an enclosure housing with a fiber-delivered direct-diode laser.
The real key to survival is that manufacturers and users alike are realizing that there is no such thing as a universal laser – there is no Swiss Army knife of lasers. And if you ponder it, even the Swiss Army knife isn’t as universal as we might think – try using it to drive a nail! In any case, there seem to be niche applications in which each laser type can flourish.
Pulsed lasers
With the advent of low-power fiber lasers, what can pulsed lasers offer? Plenty, it turns out. For one thing, by their very nature, they can emit extremely high peak powers. For example, a 100-W average power pulsed laser can deliver a whopping 8 kW or more in processing power to the workpiece. So, for the price of a 100-W laser, the user benefits from 8000 W of processing power. This high peak power is useful for penetrating deep into metal and is especially beneficial for highly reflective materials such as aluminum.
Oftentimes, especially when welding, a relatively large focused spot is needed to ensure sufficient fusion or to accommodate inadequate part fit-up. Fiber lasers are extremely focusable; that is, they focus to a very small spot. Although the spot can be enlarged through special optics or by launching into a large process fiber, the lack of peak power limits their usefulness. Quasi-CW fiber lasers can address the lack of peak power, but at the cost of more diodes, because fiber lasers do not exhibit a higher-than-CW power when pulsed. In other words, if an 8-kW pulse is needed, 8 kW of fiber laser power is required.
Another area where pulsed lasers shine is spot welding. There are pulsed lasers (including Trumpf’s TruPulse series) that are equipped with a special operating feature called burst mode. In burst mode, all of the stored energy in the laser power supply can be used to lay down myriad spot welds in rapid-fire succession. When the joining is done, and while the welded parts are being exchanged, the laser is recharging back to full capacity, getting ready for the next burst of welds. This may not sound very impressive, but it is, and here’s why: With burst mode, the laser can put out a higher average power during the “bursts” than what the laser is rated for – in anticipation of the rest it will get during recharge. The user can therefore save money by purchasing a laser with lower average power than what would normally be required.

Housing – spot-welded in burst mode.
So for applications requiring high peak power, welding with a larger focus or rapid-fire spot welding, pulsed lasers are still the most cost-effective and ideally suitable on the market. More could be said, but let’s move on to the longtime staple of the laser industry.
CO2 lasers
Not merely tried and proved thousands of times over, the CO2 laser is the oldest industrial laser with the largest installed base of any laser type. It continues to reign over several applications. We can start with the obvious niches: plastics, glass and fabric. This is all to do with wavelength. The longer wavelength of the carbon dioxide laser (10.6 μm) simply absorbs much better into these materials compared with the disk or fiber lasers. Of course, the 1-μm lasers have their absorption niches as well, and they open the door to processing highly reflective materials such as copper and brass.

Stainless steel tube welding with a CO2 laser. Images courtesy of Trumpf Inc.
But let’s consider the most common industrial materials: steel, stainless and aluminum. When cutting thin sheet metal, the 1-μm wavelength produced by the disk and fiber lasers does have a speed advantage. The reason is somewhat complicated and debated, but it’s fair to say that it lies somewhere in the realm of wavelength and keyhole geometry – i.e., incidence angle – because of their influence on absorption. For oxygen cutting of mild steel, the 1- and 10.6-μm cutting results are comparable over about 1.5 mm. However, for nitrogen cutting of stainless with thicknesses greater than 4 mm, speeds are similar, but the cut-quality scepter is passed to the CO2 laser. Not only is the roughness worse, but another detrimental thing happens when performing oxide-free cutting of thick stainless with 1-μm lasers: burr. Not the frigid, “I’m really cold” kind of burr, but the “ragged edge at the bottom of the cut that’s difficult to remove” kind of burr. Not only is there a tenacious burr, but the roughness of the cut is worse than that produced with the CO2 as well. When cutting aluminum, 1 μm nets the higher speed, but the CO2 laser offers less burr at thicknesses greater than 3 mm.
What about welding? The carbon dioxide laser has an advantage here as well. When welding with high-power disk and fiber lasers, more expulsion (spatter) is generated compared with the carbon dioxide laser, probably tied to the absorption influences mentioned above. The difference in the amount of spatter can be significant or insignificant, depending upon the product that is being welded, and the weld depth and speed. In general, the deeper the weld penetration, the greater the amount of weld spatter. One application where minimizing the spatter is crucial is laser welding of stainless steel tubes. These tubes, whether used in the food industry or for automotive exhaust pipes, cannot have spatter on the inside of the tube resulting from function, nor on the outside of the tube because of form. Here the CO2 laser excels.
Another spatter-critical application is welding of power train components. Whenever you combine really hard small particles with high-speed rotating gears, you have a problem. Again, the CO2 laser has the advantage. Please don’t misunderstand. There are numerous welding applications – and some power train applications – where spatter generation is inconsequential, and there are ways to protect the component being welded – and the clamping device, focus optics, etc. – from the spatter. But the gold medal goes to the carbon dioxide laser for applications where spatter must be minimized.
Direct-diode laser
The direct-diode laser has been around since the 1990s. Its use has been somewhat limited because of its focusability – or lack thereof. You might think that the highly focusable, high-power disk and fiber lasers would send these lasers into obsolescence. Ah, but they are not quite ready to fade away. In fact, it’s likely that the opposite will be true in the not-too-distant future. In the many years that direct-diode lasers have been around, there has been much progress in both the available power and focusability of these lasers. And for good reason – the diode is the heart of the disk and fiber lasers.
So how is it that the newcomers (disk and fiber) could one day jettison their glory, while the diode laser is poised for grandeur? The primary answer can be communicated with just three letters – WPE (wall plug efficiency). You’ve probably heard that the WPE of the disk and fiber laser is pretty good, around 25 percent, with all things considered. But the WPE of the direct diode approaches 40 percent and, in theory, even higher. Why is the direct diode so much more efficient than the glitzy newcomers? With the disk and fiber lasers, diodes are used to pump a lasing medium to create a laser beam. If we cut out the middleman (the lasing medium) and use the diodes directly, WPE skyrockets.
So where are direct diodes on the “excellent focusability at higher power” road map? It wasn’t long ago when direct-diode lasers could be used only for brazing – and even now you can’t beat them for brazing. Today, direct-diode lasers are used for deep-penetration keyhole welding, and even cutting. The race is on to see who will be the first to deliver high-power diode lasers capable of remote welding; i.e., up to 6 kW delivered through a 200-μm fiber. All indications are that we will see that product within this decade – perhaps even within the first half.
Now the punch line: When the high-power, remote-welding-capable direct-diode laser makes it to the field with higher WPE, smaller footprint and lower cost, the disk and fiber had better start looking for their niches – and they will find them.
Conclusion
For Star Trek fans, the new high-brightness lasers are not the Borg. They will not assimilate all their foes; nor is resistance futile. In reality, there is no one type of laser that can accomplish all tasks equally well. There is strength in diversity. And even the lasers that now seem as though they could be the Borg – well, one day they, too, will settle into those applications where they excel.
Meet the author
David Havrilla is manager of products and applications at Trumpf Inc. in Plymouth, Mich.; e-mail: [email protected].
/Buyers_Guide/TRUMPF_Inc_Laser_Technology_Center/c15238
Published: September 2011
aluminumCO2 lasersDavid Havrilladiode lasersdirect-diode lasersdisk lasersenergyFeaturesfiber lasersindustrialindustrial laserslamp-pumped lasersmanufacturingmaterials processingmetal processingpulsed lasersQuasi-CW fiber lasersTrumpf Inc.TruPulseweldingLasers