Rajesh S. Patel, !%Spectra-Physics%!; Jürgen Niederhofer and Heinrich Endert, !%13984%%Newport Spectra-Physics GmbH%!
In an industrial environment, various components must be marked prior to, during and after production so that they can be identified and traced throughout their entire life cycle. For more than 40 years, lasers have been used for marking a variety of materials such as metals, ceramics, plastics, wood and glass in the automotive, aerospace, semiconductor, microelectronics packaging, medical device and solar industries.
During the early days of laser marking, a majority of marking application requirements were met using 10- to 20-W pulsed infrared lasers. With the advances in laser technology over the past few decades, green and/or UV pulsed lasers now can create smaller, higher-quality marks in various materials.
In fact, due to the shorter green and UV wavelengths, a mere 5 to 10 W of laser power can produce a good-quality mark on a wider variety of materials. Industries specializing in semiconductors, microelectronics packaging and medical devices relentlessly pursue smaller components and faster speeds. Such pursuits – especially, recently, from LED and solar cell manufacturers – have pushed the laser industry to create devices that provide smaller, higher-quality marks at a faster speed.
While today’s Q-switched (Q-SW) diode-pumped solid-state (DPSS) pulsed lasers have met the industry challenges thus far and are used routinely for laser marking, there is always room for improvement – and higher speed. A simple way to increase marking speed is by boosting the pulse repetition frequency (PRF) of a laser.
However, for a typical Q-SW DPSS laser, the average power decreases very rapidly as the PRF increases. Also, the laser pulse width and pulse-to-pulse energy variability tend to increase significantly. Because all four of these parameters – power, PRF, pulse width and pulse-to-pulse energy variability – affect the quality of the mark being created and limit the marking speed, simply increasing the PRF is not a solution.
Faster, better marking
The real solution is a laser that not only maintains higher average power at the higher PRFs but also continues to deliver shorter pulse widths with low pulse-to-pulse energy variation. For example, a laser that can provide around 5 W or more of average power at a high PRF of more than 100 kHz, along with a short pulse width of less than 20 ns and low pulse-to-pulse energy variability of less than 5 percent (1 σ), can do the job.
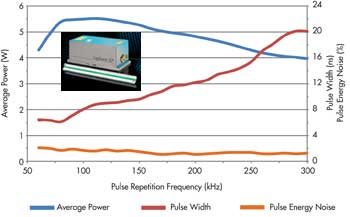
Figure 1. Typical laser performance data up to 300 kHz for the Explorer-XP laser. Courtesy of Newport Spectra-Physics.
One laser new to the market meets these criteria: the Spectra-Physics Explorer-XP, which is the first 532-nm Q-SW DPSS laser that maintains high average power of 5 W or more within a PRF range of 60 to 175 kHz. It maintains a pulse width below 12 ns and pulse-to-pulse variability below 3 percent (1 σ). It has a beam quality of M2 <1.1 throughout the PRF range. Figure 1 shows typical Explorer-XP laser performance data up to 300 kHz.
Besides performance, another important characteristic in a manufacturing environment is the footprint. This is particularly true if the laser is used in a cleanroom environment, where real estate is at a premium. For cleanroom applications, a smaller-footprint laser with everything else being equal is preferred, so the new laser was designed with a footprint of approximately 240 x 95 x 94 mm and a weight of less than 3 kg. Enabling this is an all-in-one design that integrates everything into one box, with no separate power supply or controller required.
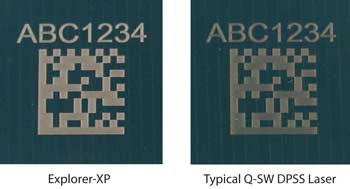
Figure 2. Alphanumeric and 2-D bar-code marks created on multicrystalline silicon wafers by a new 5-W laser (left) and a typical Q-SW DPSS laser at 3 W (right).
Good marks in testing
Such a laser is useful for marking applications on various materials. Figure 2 shows marks created on a multicrystalline silicon wafer. At full 5 W of available power at 120 kHz, the new laser (Figure 2, left) created sharp, highly visible and good-quality 2-D bar-code and alphanumeric marks with a galvo scanner moving the beam at a speed of 5 m/s. Compared with marks created by a current typical Q-SW DPSS laser (Figure 2, right), from which only 3 W of power was available at 120 kHz, the marks from the 5-W laser were sharper and more visible. Figure 3 shows higher-resolution pictures of the marks. With plenty of pulse energy available at a higher PRF and low pulse-to-pulse energy variability, the 5-W laser can maintain the continuous stream of overlapping high-energy laser beam spots required to make good marks.
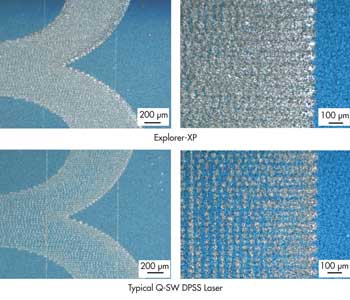
Figure 3. The same marks as shown in Figure 2 but in greater detail. The new 5-W laser (above) and typical Q-SW DPSS laser at 3 W (below).
A second case demonstrates the advantage of a shorter pulse width. Figure 4 shows two marks on a nickel surface. One was created using a typical Q-SW DPSS laser with a pulse width of ~30 ns, and the other with the new laser, which has a pulse width of ~10 ns. Other laser and scanner parameters were kept the same for both marks.
It is clear from Figure 4 that the new laser made a sharper, more visible mark, thanks to its shorter pulse width; the longer pulse width of the typical Q-SW DPSS laser seems to create a “bleaching” effect around the edges of the mark, causing significantly degraded quality. Also, having a lower M2 of <1.1, the beam of the new laser more readily focuses to a tighter spot.
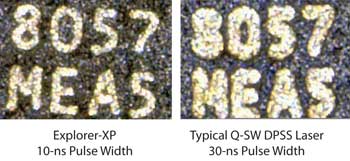
Figure 4. Marks measuring 30 x 100 µm, created on a nickel surface by the new laser at a pulse width of 10 ns (left) and a typical Q-switched (Q-SW) DPSS laser at a pulse width of 30 ns (right).
Other applications
Besides marking, the new green laser can be used for any application that demands creation of small features at a higher speed. It has been used successfully for micromachining applications such as scribing of P1-P3 levels of thin-film photovoltaic panels. The very short pulse width, higher power at a higher PRF and better pulse-to-pulse stability enable high-quality scribing at speeds of up to several meters per second. Also, the small footprint of the laser allows system integrators to incorporate multiple lasers into a single scribing system to achieve the higher throughput and lower cost demanded by thin-film photovoltaic panel manufacturers.
Meet the authors
Rajesh S. Patel is director of strategic marketing and applications at Spectra-Physics in Santa Clara, Calif.; e-mail: [email protected]. Jürgen Niederhofer is product manager at Newport Spectra-Physics GmbH in Stahnsdorf, Germany; e-mail: [email protected]. Heinrich Endert is general manager at Newport Spectra-Physics GmbH; e-mail: [email protected].