John Lewis, !%Cognex Corp.%!
One place you don’t want a mix-up is in pharmaceutical packaging – label one pill as another, and a life-threatening disaster could ensue. That means that the vision system on the packaging line must select the right label from a plethora of possibilities to meet regulatory requirements.
Once pills and liquid medications have been discovered, developed and designed, they must be produced and packaged before they can reach patients. Packaging labels for pharmaceuticals must be precisely accurate, but processing issues can lead to poorly printed labels and bar codes.
Traceability and label accuracy are paramount for pharmaceutical manufacturers. It seems the biggest drivers in pharmaceuticals today are compliance with product and package safety requirements, and compliance with pending traceability and serialization requirements. These companies have to consider legislative bodies around the world, enforcement agencies such as the FDA, and industry standards organizations with which they are working, such as GS1.
For example, the FDA has issued guidelines for labeling on prescription drug packaging that recommend inclusion of a serialized National Drug Code to enable item-level traceability. The code is compatible with the GS1 data standard.
Europe also is embracing GS1 standards. In particular, France has instituted a labeling requirement that the GTIN, or Global Trade Item Number, expiration date and lot information be marked on every product. The 2-D Data Matrix bar code was selected as the preferred data carrier, and January 2012 was the deadline for compliance.

For 2-D matrix and difficult-to-read Direct Part Mark codes, DataMan 300 performance also has been significantly improved with a major upgrade of 2DMax to the 2DMax+ algorithm.
Traditional laser scanners cannot read these codes, but vision systems and image-based bar-code readers can. Some vision systems combine low-cost distributed processing with high-speed networking in a self-contained, smart-camera form factor that easily can be linked together and managed as a system over a network. Others comprise software running on a central PC connected to industrial cameras.
Engineers can combine cameras to address specific needs. For example, one such PC-based vision system incorporates multiple cameras to obtain a 360° view of all features on the entire surface of cylindrical packages. It can read bar codes, verify text, inspect graphics and measure features at production line speeds of up to 1200 parts per minute – speeds impossible if the containers had to be rotated in front of a single camera. The cameras, along with associated hardware and software, create a continuous, seamless image of the graphics, as though the label or container were flattened out.

At Sanofi-aventis U.S. LLC, a PC program provides a graphical user interface for the Cognex In-Sight camera with integrated track and trace software that reads printed label data and verifies it against the selected information at 300 parts per minute.
These systems then can apply optical character recognition/verification, bar-code reading or any other functions required by the end user. Eliminating the complex and expensive requirement to mechanically spin parts for inspection dramatically reduces complexity, lowers cost and boosts throughput.
In the pharmaceutical industry, vision systems allow manufacturers to more cost-effectively avoid mislabeling errors, comply with evolving safety standards and ensure product quality. Nonstop, no-spin inspection of directly printed or labeled cylindrical containers is ideal for achieving reliable 100 percent inspection on even the fastest packaging lines – with no contact required.
As an example, a supplier of preprinted pharmaceutical labels recently made a subtle error in the Data Matrix patterns, although the logo and bar code were fine. If these incorrectly marked containers had been allowed into the distribution chain, the pharmaceutical customer would have been subject to fines from the FDA as well as a lengthy corrective action cycle to prove that all invalid containers had been pulled back from consumers. The production manager’s estimate was that the vision system that caught the error gave the company a one-time savings of at least $800,000, making the payback time for the vision system less than one calendar month.
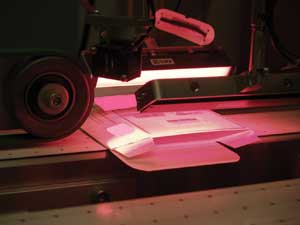
Labels for the pharmaceutical industry are precisely positioned with intelligent vision technology.
Vision technology
Vision systems usually are divided into two groups: PC-based and smart cameras. Key differentiators include architecture, cost and development environment. Smart cameras are self-contained systems that include a central processing unit, an image sensor, and communication and network connectivity, and they don’t require a PC or even a monitor to run. PC-based systems generally multiplex industrial cameras from a single processor to address the most complex or mathematically intensive applications.
VisionPro machine vision software for PC-based and In-Sight smart-camera vision systems from Cognex includes vision tools that tolerate curved surfaces. This distortion-tolerant optical verification and recognition of alphanumeric character strings enables hands-off, all-day operation without disruptions and reduces downtime because operators don’t need to retrain the vision system every time production process changes alter the appearance of the characters.

In-Sight Track & Trace works with networked In-Sight vision systems to create a complete identification and data verification solution for serialized labels on pharmaceutical and medical device packaging. Images courtesy of Cognex Corp.
These vision processing tools and algorithms tolerate perspective changes of up to 70° and offer distortion-tolerant location, -correction and -inspection of patterns with unsurpassed resilience.
Because so many manufacturers have put compliance and traceability at the top of their agenda, the application of most interest to the pharmaceutical industry is product authentication, or ePedigree.
Authentication means being able to verify that a medicinal product is genuine and that it came from the manufacturer or other legal source within the supply chain. It requires coding, marking and serial number aggregation – as well as multiple vision systems and identification readers for bar-code reading, off-line verification and online dynamic grading of mark quality along the production line.
These applications seek item-level serialization on every bottle, carton or blister pack, and Data Matrix has been adopted as standard. Serialized items are associated with larger case and pallet lots in a parent-child relationship. Image-based identification readers scan not only 2-D bar codes, but also 1-D bar codes better and faster than laser scanners, while achieving superior read rates.
Label, material and container suppliers also use a lot of vision systems and image-based identification readers. Suppliers of preprinted labels, injection-molded bottles, flexible films and carton board containers use vision to eliminate misprints and mix-ups that can result in FDA-mandated recalls. Packaging materials including on-serts and inserts often are furnished pre-printed with bar codes and characters that must be verified.
Label-converting companies use vision- and image-based identification readers to ensure code quality and data integrity on their serialized labels as shown in the image. Companies that provide coding and marking systems often include vision/identification in their pharmaceutical solutions. With the appropriate lighting, vision systems can see specialty marks such as covert bar codes that are printed in ultra-violet and infrared inks. Companies that develop specialty containers for pharmaceuticals also use vision/ identification in the production/quality control process.
Current challenges
Some limitations of vision systems and image-based identification readers that can hamper accuracy/efficiency on the pharmaceuticals production line include poor read rates resulting from print quality and variations in marking methods and materials; e.g., the most important way to rank bar-code reader performance is by its read rate. Read rate is the number of bar codes read divided by the number attempted. It is usually expressed as a percentage, and the closer to 100 percent, the better.
To quantify the cost impact of read rates, it is important to understand what happens when a bar-code scanner cannot “read” a bar code. When a “no read” condition occurs, items must be diverted to a station where an operator can manually key in the information or replace the defective bar code with a new one and resend the package through the system. This type of failed condition results in increased labor costs and reduced efficiency of automated equipment. Calculating the exact financial implication requires consideration of actual line speed, through-put and the cost of labor or rework for a given application.
Another limitation for vision systems is that manufacturers often mark their products with strings that represent factory, date and lot codes to ensure greater security and product traceability. These strings can become distorted during the printing or manufacturing process, and even if they may remain legible to the operator, the distortions can challenge optical character verification/optical character recognition system capability.
Future of pharmaceutical inspection
The most typical trend that vision-system and identification-reader suppliers see is pressure for faster/smarter/smaller products every year. Imaging companies continue to incorporate better and faster processors into vision systems, sensors and identification readers to bring more of what traditionally has been a PC-level vision tool capability down into the vision sensor platform. There also is a demand for greater camera resolution and a broad range of camera variations to meet specific application requirements.

The In-Sight Micro 1400 with PatMax checks labels on up to 40,000 cartons per hour at Artur Theis GmbH & Co. KG of Wuppertal, Germany.
More powerful processors: About six years ago, we ported PatMax – the geometric pattern-recognition algorithm from our core PC vision product – down to the In-Sight smart-camera vision systems because the digital signal processors had become powerful enough to run it at production speeds. That trend is starting to accelerate. Today, all kinds of calibration techniques are possible; flexible flaw detection algorithms are available for vision systems, too. That is PC-level vision inspection and an exciting trend because a very high performance algorithm can come down to a price point that makes it more accessible and attractive for more and more users.
Color vision systems: Several color smart-camera vision systems are available, and there are more entry-level color choices than ever. Making the leap from an entry-level price point to color is significant: The depth of color vision tools empowers customers. New color vision systems are “entry level” in terms of price only. They are not color vision sensors with only one tool, but highly capable smart-camera systems with all the same vision tools of their monochrome counterparts, plus specialized color vision tools.
Higher resolution: When we went from having the 1024 x 768-pixel In-Sight to introducing the 1600 x 1200 and then the 2448 x 2048, we saw that many customers immediately made use of the additional pixels. In fact, high resolution is growing. After some success with entry-level vision products, many customers want to tackle more challenging inspections, and higher resolution allows them to do that.
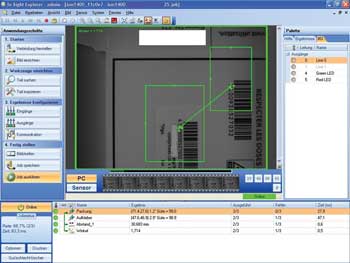
Simple operation: With the In-Sight Explorer, product changes are performed in only a few minutes.
Ease of use: Improving on this is something on which all vision-system and sensor suppliers will continue to focus. That and entry-level pricing are key to attracting new customers and opening up new applications. The number one deterrent to people picking up vision is the learning curve. The more that drops, the more the cost of deployment drops – and new customers and applications can grow.
Connectivity: Vision and identification companies can no longer be about just vision and identification. Rather, they must become automation companies that make vision products – and connectivity is a big piece of that. For example, In-Sight now supports Modbus/TCP, Ethernet/IP and PROFINET communications. When you are part of the control environment, connectivity, ease of use and the time it takes to get a system connected and communicating to other devices are important considerations for users and vendors.
Meet the author
John Lewis is market development manager at Cognex Corp. in Natick, Mass.; email: [email protected].
QC applications
Vision systems for inspection have to perform many important quality control functions, including:
• Confirming package/product match, lowering the risk of a recall.
• Reducing scrap by detecting wrong or mislabeled products early in the production process.
• Checking for torn or missing labels, which is critical to the packaging process.
• Reading 1-D and 2-D codes, enabling products to be tracked and traced through the manufacturing process.
• Verifying label printing integrity, to ensure a positive brand image on store shelves.
• Detecting damaged products that result from operations such as cartoning.
• Checking date code presence, ensuring that an ink-jet printer is functioning properly.
• Performing date/lot code optical character recognition and optical character verification, verifying that product information is correctly printed and that labels are placed onto the right products.
• Checking for roundness, for enhanced brand image.
• Gauging, without a telecentric lens.