Nigel R. Farrar, Cymer, Inc.
Extreme-ultraviolet lithography is getting ready for high-volume production.
Extreme-ultraviolet (EUV) lithography will be ready for introduction into high-volume manufacturing within the next few years. Pilot lithography tools have been delivered to chipmaker fabs and are being used for process development; next-generation systems have been designed based on learning from these pilot systems in the field and are being fabricated.
The leading challenge for cost-effective operation in manufacturing continues to be productivity, driven by high-power light sources and high-sensitivity resists.
Additional focus on reliability and availability also is key to achieving the product maturity needed for volume manufacturing.
Laser-produced plasma (LPP) technology is a light source architecture that enables flexible scaling of power output. LPP sources provide EUV light by focusing a high-power pulsed CO2 laser beam onto small tin droplet targets to form a highly ionized plasma that emits at the wavelength of interest, 13.5 nm. Power scalability depends upon three key factors: the input power of the CO2 laser beam, the conversion efficiency (CE) from CO2 energy to EUV energy, and the collection efficiency of light for redirection into the input aperture of the scanner illuminator. Improvements in all these areas are expected to take source power above 100 W and, eventually, to the 250- to 350-W level required for high-volume scanner throughput.
At this time, 10 pilot sources have been built and are operational. Five are installed at chipmaker R&D facilities, three are used at Cymer for technology development and reliability and lifetime testing, and two are being used for scanner integration testing. The source availability, as defined by SEMI E10 standards, has reached an average of 70 percent. Most of the unavailable time is related to scheduled module maintenance. Further increases in source availability will be driven by increasing the lifetime of two critical modules: the collector and the droplet generator.
Extending the lifetime of the droplet generator has been a major focus, and significant improvements in reliability have been realized over the past year through optimization of materials and manufacturing methods. Today, in the field, the maximum usage time is limited by the volume of tin stored in the generator reservoir, if no component failures occur. Elimination of the failure modes, increasing the size of the reservoir and in situ refill of tin are all under development to minimize the time associated with droplet-generator maintenance. For example, data from a single droplet generator on a test stand run for 46 days shows that stable operation can be achieved through multiple in situ refills.
The key technology for high collection efficiency is the use of a large, near-normal incidence multilayer mirror. The mirror collects light over a large solid angle, currently about 5 sr, with high narrowband reflectivity around 13.5 nm. Because the mirror figure is ellipsoidal, the multilayer coating spacing is varied from center to edge to optimize reflectivity at different angles of incidence. Further optimization of the multilayer coating is expected to lead to additional reflectivity improvements.
It also is important to maintain high reflectivity from the mirror in the presence of debris from the tin plasma formed during each laser-droplet interaction. The collector is protected by a debris-mitigation technology based on a hydrogen buffer gas. High-energy ions and fast neutral atoms are buffered by the gas to prevent reflectivity loss resulting from erosion of the mirror surface. Surface coating technologies for the mirror further reduce erosion rates.
These coatings will be particularly important when using prepulse technology, discussed below, which is expected to result in higher ion flux and ion energies resulting from the more efficient ionization of the tin target. The hydrogen gas also is used to generate hydrogen radicals, which continuously clean the mirror surface of tin deposition, which can reduce reflectivity. Collector lifetime in the field has now been shown to exceed 30 billion pulses (Figure 1). Continued advancements of coatings and debris-mitigation techniques are expected to enable further increases in collector lifetime to meet the ultimate goal of one year.
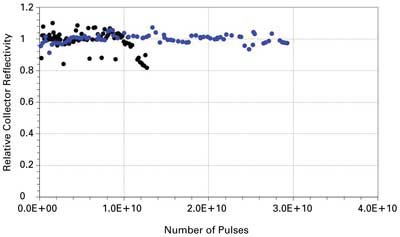
Figure 1. A large, near-normal-incidence multilayer mirror is essential for high light-collection efficiency. Here, new protective coatings enable stable collector reflectivity.
The current CO2 laser configuration uses three power amplifiers to produce 10 to 15 kW of output energy. Work on the next-generation drive laser has shown that adding a further amplifier can produce output of up to 28 kW of power. Pulse repetition rates higher than the current 40 to 50 kHz also are under investigation as another path to higher power output. It also is important to maintain high beam quality at different operating conditions to deliver consistent energy density at the target, which results in more stable EUV output.
High conversion efficiency of the laser energy into EUV energy is critical to meeting the required power levels. Although the CE of CO2 light excitation of tin has been shown to be as high as 4 to 5 percent, consistently achieving CE approaching this level at a high repetition rate and high duty cycle requires significant systems integration work. In currently fielded systems, CE is limited by the mismatch between the diffraction-limited focused spot size of the laser, about 100 µm, and the droplet diameter, about 30 µm. Larger droplets, which could maximize the interaction between the laser beam and droplet and provide higher CE, could result in significantly higher tin debris load, leading to faster collector reflectivity degradation. With the current field configuration, average power levels of 13 W have been qualified with closed-loop active dose control. Simulated die-to-die dose stability over more than 500 wafer-equivalent bursts showed 99.7 percent of die, better than the requirement of ±0.5 percent.
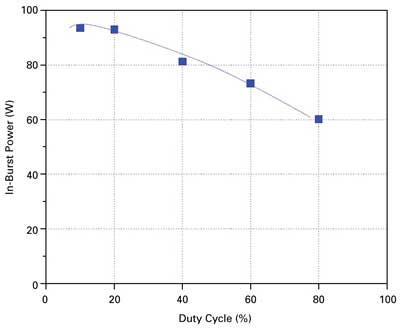
Figure 2. Prepulse technology is the key to higher conversion efficiency and power. Here, current in-burst power levels at different duty cycles are shown for prepulse operation.
The key to higher CE and higher power is the use of prepulse technology. This scheme uses an additional lower-power laser pulse to prepuff the small droplets to approximately the same size as the focused laser beam, before the main pulse is fired. Performance to date using prepulse technology is shown in Figure 2. The in-burst power is .90 W at 20 percent duty cycle but decreases to about 60 W at 80 percent duty cycle, corresponding to average power between 18 and 48 W. The decrease in in-burst power at high duty cycle is typical of thermally induced transients, which will be eliminated in the next design iteration.
In these results, dose control algorithms were not used, so the usable dose-controlled power will be slightly lower. The data shows the promise of prepulse technology because high CE is clearly achievable at low duty cycle. The concept of further power scaling has been demonstrated on a separate test system, equipped with a new, higher-power drive laser, but capable of only low-duty-cycle operation. In this case, 160-W in-burst EUV power was achieved. The configuration is the basis of the next generation of sources to be shipped.
Controls technology is a key enabler for stable operation of laser-produced plasma sources. The laser beam is focused to a precise point in space for both the prepulse and main pulse excitation of the tin droplets, with the timing between pulses controlled based on the speed of the droplets. Droplet position is also stabilized within the adjustment range of the laser beam focus and lateral positioning.
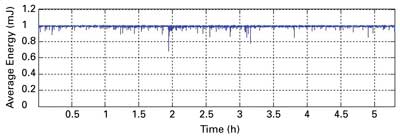
Figure 3. Stable in-burst power for prepulse operation. The prepulse system configuration has been operated for more than five hours under fully automated control, although some optimization for dose control is still needed.
In addition, the energy from each pulse is measured and fed back to the laser driver to stabilize dose control within a burst of pulses equivalent to each wafer exposure die. The prepulse system configuration has now been operated for more than five hours under fully automated control (Figure 3), although some optimization for dose control is still required.
Laser-produced plasma sources offer scalability to provide a path toward higher power for multiple generations of exposure tools. The next generation of sources being built will use prepulse technology to provide the higher power output required to enable cost-effective productivity for EUV exposure tools.
Meet the author
Nigel R. Farrar is a Cymer fellow and vice president of marketing lithography technology at Cymer Inc. in San Diego; email: [email protected].