Hugo Cachafeiro, Hiteco and Aries Ingenieria Y Sistemas SA
An innovative solar receiver tube is expected to increase efficiency and lower costs for concentrated solar power.
Successful implementation of a solar thermal parabolic trough directly correlates to reduced electricity costs, making concentrated solar power (CSP) plants economically feasible. The reduction in cost will come from increased efficiency and a reduction in capital and operational expenditures. Before this goal can be fulfilled, key components of the technology must be reassessed to find ways of improving performance and reducing costs.
HITECO, a European Commission project under the 7th Framework Programme, aims to develop and test a solar receiver tube for parabolic-trough CSP technology that will operate at around 600 ºC. The future of the technology lies in analyzing old concepts and proposing steps that inspire renovation, with the goal of reducing the cost of energy produced by CSP technology.

The Astexol-2 concentrated solar power plant under construction in Badajoz, Spain, will cover approximately 395.3 acres; it will employ 209,664 parabolic mirrors and 22,464 receivers (absorber tubes). The solar field will operate at about 70 percent peak effectiveness, with an annual mean of approximately 50 percent. Its nominal capacity will be 50 MW, and its predicted gross electricity production will be about 170 GWh. Courtesy of Aries Ingeniería y Sistemas SA.
The new solar receiver will increase parabolic-trough efficiency by removing current limitations in operation through augmentation of the maximum working temperature. The rise in operating temperature increases efficiency in the overall cycle, providing a more reliable, more efficient and cheaper solution.
The project will further study solar receivers from the perspective of future profitability and viability of production, taking into account the technical barriers of the industrial processes involved: the feasible application and use of distinct materials, logistics and the assembly process. Project members plan to find simpler and cheaper ways to manufacture and assemble solar receivers, and each new component and design element will be integrated based on design-cost strategy.
The main objectives and the key actions to develop in the project are shown below. To increase the general efficiency of the process of energy transfer, the thermal fluid must operate in temperatures higher than 400 ºC, and the HITECO goal is to operate near 600 ºC. Molten salt, a fluid widely used as a vector for energy accumulation in current commercial plants with parabolic-trough technology, will be used for the process.
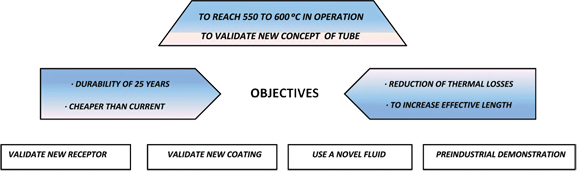
The main objectives and the key developments in the HITECO project. Courtesy of HITECO.
The HITECO project also will re-examine existing solar field dimensions and other conventional figures as a measure to reduce the cost of these plants; the results of this examination will help in designing the dimensions of the solar collector and absorbing tube.
Absorber tube innovations
During normal operation of solar absorber tubes, energy is lost because of the radiation and the combined effect of convection and conduction. To limit the latter, current concepts use a high vacuum inside an interannular chamber, called a vacuum isolation chamber.
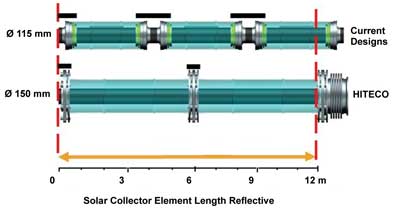
This conceptual scheme shows that the effective area of the HITECO tube is greater than that of conventional designs. Courtesy of HITECO.
Under normal conditions, the initial vacuum rate decreases continuously because of the degasification of surfaces, the permeation of the hydrogen produced by the cracking of thermal oil and the entry of air from the outside. These negative effects create a drain on global solar field performance and, when the system is totally out of range, there is a high cost for replacement of failed components.
HITECO´s patented absorber tube integrates several innovative concepts in its design. The most representative are:
• A new geometrical approach: 12-m-long units rather than the current 4-m designs.
• Total independence between the internal tube (steel) and external tube (glass).
• A dynamic vacuum produced in the interannular space; current concepts make the vacuum during the manufacturing process.
• Less severe working conditions, smaller vacuum requirements and flexibility in operation, usable with any heat transfer fluid.
• Continuous control of the state of the tube and, as a result, continuous monitoring of performance.
• Simplifying the manufacturing and assembly without expensive processing during manufacturing.
Figure
• Work Package 1: Initial design and requirement analysis
• Work Package 2: Selective coating and antireflection development
• Work Package 3: Vacuum, connections and expansion control
• Work Package 4: Glass clouding, sealing and thermal insulation
• Work Package 5: Modeling and correlation
• Work Package 6: System integration and lab validation
• Work Package 7: Preindustrial process development
• Work Package 8: Integration in prototype and preindustrial validation
• Work Package 9: Dissemination and exploitation
• Work Package 10: Project management
To fulfill the tasks included in the scope of the project, HITECO has been divided into work packages to be completed over the 36-month duration of the project. Courtesy of HITECO.
The new absorber tube’s main innovations, relative to its functionality, are the continuous open chamber in which the dynamic vacuum is held and the total independence between the internal steel tube and its external glass tube. This means that, in using a dynamic vacuum process, the vacuum level and the gas composition inside the chamber are maintained continuously with minimal energy loss. The vacuum doesn’t have to be continuously created; on the contrary, the operation would have a very large periodicity with little energy consumption – months – achieving minimal maintenance by the use of conventional pumping systems.
Because of the independence between the internal and external tubes, there is no need for bellows to compensate for the difference in expansion between materials. Thus, with the new absorber tube, when the steel tube expands, it slides through supporting pieces that are placed every 6 m. This internal piece operates like an isolation system, while simultaneously keeping the tube in the theoretical focal point. The external glass tubes slightly increase in length; however, absorbing the effect are the seal joints, one of the components that comprise the bridle attachment system.
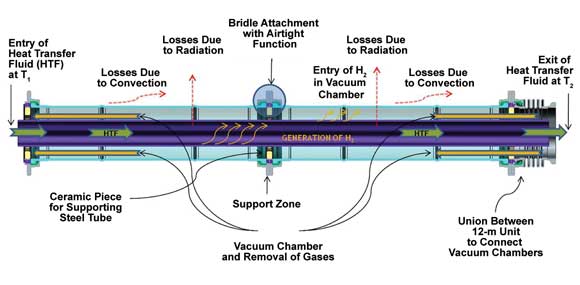 One advantage of the new absorber tube is that the vacuum level and the gas composition inside the chamber are maintained continuously with minimal energy loss. The use of conventional pumping systems minimizes maintenance. Here, a diagram showing the system’s functionality. Courtesy of HITECO.
One advantage of the new absorber tube is that the vacuum level and the gas composition inside the chamber are maintained continuously with minimal energy loss. The use of conventional pumping systems minimizes maintenance. Here, a diagram showing the system’s functionality. Courtesy of HITECO.
The components that form the absorber tube are mainly conventional, available in the industry and simple to fabricate, creating an economical advantage and fostering a lower functional failure rate.
A key part of the project´s development is to create an innovative selective coating that can work at high temperatures. The coatings are placed upon the steel tube, formed using nanometric multilayers so as to endow the system with adequate optical properties. The goal is to achieve a high solar absorptive rate in the visible and near-infrared spectra (300 to 2500 nm), while keeping solar emittance to
the environment in the IR spectrum (1 to 30 mm) as low as possible. So, the main challenge regarding these aspects is not only to have competitive optical values, but also to be able to work in normal operation near 600 ºC with variable quantities of air in the vacuum chamber.
Developing these selective coatings led to the use of multilayered coating with a total thickness of ~300 nm, in which the layers are formed by a metallic layer with high reflectivity in the IR, and of cermets (ceramic-metal materials) to absorb the radiation in the UV-visible.
The design of the new solar selective coating was based on simulation software called CODE (COating DEsigner) to optimize layer thicknesses, and on preparation and optical characterization of films deposited at the laboratory scale – to have actual values of their optical constants. After design, coatings formed by four layers of different optical characteristics – IR mirror, high-metal-volume fraction absorber cermet, low-metal-volume fraction absorber cermet and antireflection – have been prepared to obtain the relevant absorptance and emissivity values.
Based on oxide and nitride cermets, HITECO carried out two parallel studies to explore the final characteristics of coating with oxygen-free nitride cermets, which allow appropriate chemical stability for working temperatures near 600 ºC.
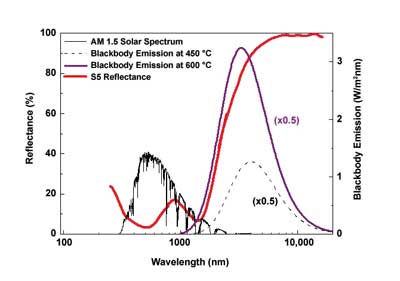
Two parallel studies explored the characteristics of coating with oxygen-free nitride cermets that allow appropriate chemical stability for working temperatures near 600 °C. Here, reflectance spectra of a selective coating made from Mo-Si3N4 cermets on stainless steel. Courtesy of E. Céspedes, J.A. Sánchez-García, R. Escobar-Galindo and C. Prieto.
In line with HITECO’s external glass envelope, a coating to achieve the optical parameters also is being developed. By now, it has been defined as an antireflection coating; using organic precursors increases the value from the conventional – in this case, for borosilicate glass, from 92.2 to 96.5 percent.
New tube advantages
The advantages of HITECO’s absorber include:
• Efficiency: This is increased because the effective length of the absorber tube is greater (the effective length in conventional approaches is approximately 2 percent less than HITECO at incidence angle = 0°) and there are no losses by misalignment with the theoretical focus in the parabola because the tube is constantly in optimal position. Also, the rise in the working temperature should be considered.
• Reliability: The keys to increased reliability are the capacity to make the vacuum in the chamber, dragging with the operation the hydrogen formed, and the less severe working conditions resulting from the working internal pressure being 10-2 mbar in air (the conventional pressure range is 10-4 mbar) or even bigger if a typical isolation gas is used. In the end, the system always works in controlled and less critical conditions.
• Cost: Manufacturing prices will be lower than in current concepts because the device is simpler, needs fewer components, eliminates getters (not needed to retain the hydrogen produced) and glass-to-metal unions, and reduces the welding processes. And the HITECO absorber tube concept doesn’t need a complicated manufacturing process; it can be installed near the solar field with no special media.
Testing
The solutions and components developed during the first two years of the project, based on analysis of the optimal cost-to-energy-collected ratio, will be re-evaluated through several modeling approaches at the lab scale as well as validation tests to demonstrate the previous analysis.
The testing process has been divided into two steps:
• Out-of-sun test in the laboratory: In this case, using an electric heating system, the first integration of the HITECO solar receiver will be checked. So, the concepts and values obtained by modeling will be correlated with the experimental results. Performance values of thermal losses for different vacuum ranges and using different gas compositions on the internal chamber will be very valuable for redesign and improvement.
• In-sun test: A group of solar collectors will be tested in a solar field in actual operating conditions using the HITECO receiver tube. The functionality of the receiver, the solutions adopted and the preindustrial processes involved for its development will be evaluated through a pilot plant in which the performance and operation of the system will be analyzed and assessed. In this step, molten salts will be used to reach the target temperature. The results expected will come from the values of thermal gains and losses, confirming on a preindustrial scale the benefits of the receiver tube concept.
Meet the author
Hugo Cachafeiro is manager of the Innovation and Technology Department at Aries Ingeniería y Sistemas SA in Madrid and the HITECO project coordinator; email: [email protected] or [email protected].
About HITECO
The HITECO project, led by Aries Ingeniería y Sistemas, is funded by the European Commission under the 7th Framework Programme; it started in November 2010 and will run until November 2013, with a total budget of €5.75 million. The consortium of industrial partners and research organizations includes: Eidgenössische Technische Hochschule of Zürich; Asociación de la Industria de Navarra of Spain; Witzenmann GmbH of Pforzheim, Germany; Fundación CIDAUT of Boecillo, Spain; Kavalierglass AS of Sázava, Czech Republic; IK4-Tekniker of Eibar, Spain; Pfeiffer Vacuum Technology AG of Asslar, Germany; Instituto de Ciencia de Materiales de Madrid; and Trelleborg Sealing Solutions Germany of Stuttgart. For more information on the project, visit www.hitecoproject.com.