For lasers, materials can present a manufacturing challenge. Polymers may be best processed with light of a particular wavelength, while metals may respond best to a specific power density. No matter the material, manufacturing fine features can often be improved with the use of sufficiently short pulses. A look at several examples shows how lasers are enabling advanced materials processing, although challenges remain.
Lasers can drill precise holes if the light arrives in ultrafast pulses. The dividing line between ultrafast and other pulses has to do with how long it takes heat to move from one point in a substance to another.
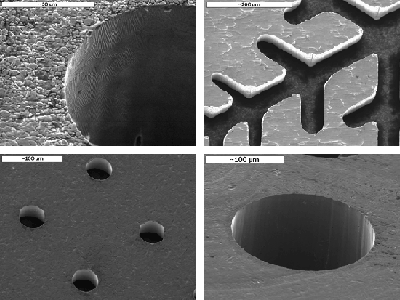
SEM pictures reveal the microscopic feature definition possible with materials processing using ultrafast lasers.
“For most materials, it will be slower than 10 or 20 picoseconds,” said Dirk Müller, director of product development at laser maker Coherent of Santa Clara, Calif.
Sending a pulse of a time width below that threshold into a substance can still result in the removal of material, if the power density is high enough. A pulse of a longer width will boil material away, with energy heating up what remains behind. In contrast, an ultrafast pulse will eject material with minimal impact nearby. This relatively benign effect holds in all three dimensions.
Because of that, ultrafast lasers can be a tool of choice when precise materials processing is required. Examples include fuel-injector nozzles and multilayer solar cells, according to Müller.
For the former, the shape and definition of the holes in a nozzle play an important role in how fuel is dispersed and burned, which in turn impacts such things as fuel economy and emissions in jet and automotive engines. For solar cells, ablating material a fraction of a micron at a time with every pulse makes it possible to selectively and precisely remove layers where needed. The ability of an ultrafast laser to create fine, microscopic edges can be important in making big systems achieve performance goals.
That precision comes at a price. Specifically, each pulse takes only a tiny nibble of material, which means that a whole lot of pulses are needed for machining. Ultrafast lasers generally run at repetition rates of hundreds of kilohertz and possibly as high as a megahertz. Even so, they typically only tackle machining of materials that are a millimeter or less thick, Müller noted. Otherwise, the processing times would be too long and the throughput too slow.
The average power density of ultrafast lasers runs in the tens of watts, with perhaps a tenfold increase in the watt-per-dollar figure over the past seven years. That can be seen in the fact that in 2007-2008, a 10-W picosecond laser might have cost $300,000, while in 2014, that same amount would buy a 100-W laser.
There could be room for a further doubling of the watt-per-dollar value over the next few years, Müller noted. Getting the cost of the 10-W class of ultrafast lasers significantly below $100,000 is currently opening up a number of industrial applications that had previously used longer-pulse lasers, he added.
For many industrial applications, throughput generally scales with power, said Herman Chui, senior director of product marketing at Santa Clara, Calif.-based laser maker Spectra-Physics. Consequently, a higher-power system will often lead to greater productivity. Another important throughput factor is reliability, with higher laser-system uptime resulting in more widgets out the door. Thus, manufacturers innovate to drive up average power and increase system reliability. Other advances are designed to improve ease of use. All of these can drive down the cost of processing materials.
Shorter pulse widths, such as those in the femtosecond regime, can be useful when working with low-melting-point polymers, Chui said. Ultrafast pulses allow such substances to be processed, with material removal taking place with minimal effect on the surrounding polymer.
Technology from Spectra-Physics allows the pulse shape to be programmed so as to have a power peak at the beginning, at the end, or somewhere in the middle of a pulse sequence. There can even be multiple peaks, and this flexibility can be important.
“We can tailor the pulse shape over time. By doing that, you can tailor the energy that you inject into the material, optimized for that material interaction. You’re able to machine material at an optimal rate without damaging it, without heating,” Chui said.
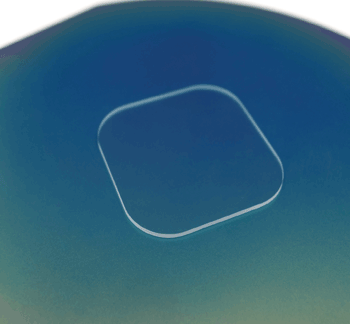
Strengthened glass cut at 1500 mm/s using a UV hybrid fiber laser.
Spectra-Physics is concentrating on ultraviolet lasers, he added. Shorter wavelengths allow light to be focused into a smaller spot, thereby enabling even more precise machining. Also, some polymers, glass, sapphire and other materials are transparent in the visible but not in the UV. Once the pulse energy is above a certain threshold, these materials can be machined using ultraviolet light. The ability to do so is of particular interest to the makers of smartphones, tablet computers and other high-volume consumer devices.
Laser capabilities are going up while costs are coming down, Chui noted. That should lead to an increasing number of materials-processing uses.
Of course, not every application involves the need to remove a small amount of material with a minimal amount of damage to the surroundings. Cutting large sheets of aluminum or steel, for instance, is one that doesn’t. Another is welding, where the strength of the joint can be important to the overall success of a device.
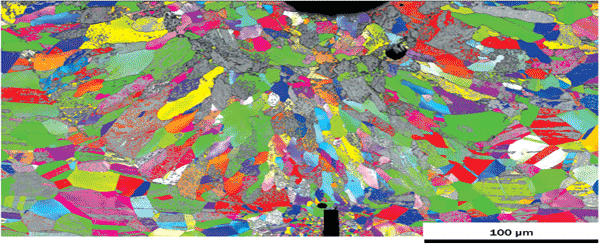
An electron-backscatter-diffraction image of the grain structure in a laser weld. The different colors correspond to different crystal lattice orientations. The morphology of these grains is caused by heat flow during solidification. Sandia National Labs has a project under way that could someday allow better welds through better understanding of the impact of laser parameters.
In such cases, what’s needed is raw power. This can be achieved using CO2 lasers, which can produce copious power in the infrared at the 10-µm wavelength. Another technology is a fiber laser, which with different dopants and the use of frequency doubling can emit from about 800 nm out to about 2100 nm. Fiber lasers are rugged and compact, and they offer power in the tens of kilowatts, a set of characteristics that makes them alluring.
It also presents challenges on multiple fronts, one being how to build such systems. One technique combines separate beams into a single beam. The military, for instance, ganged up six beams in a demonstration of a 33-kW-output weapon system.
“The most interesting trend that’s happened for us with respect to material processing is the more frequent use of multikilowatt fiber lasers, specifically in automotive-welding applications, aerospace and aviation drilling applications,” said John McCauley, product specialist in the laser measurement group at Ophir-Spiricon.
Among other things, Ophir-Spiricon of Logan, Utah, makes products to help industrial users manage laser systems. The company has devices that monitor beams with output power from the nanowatts up to dangerous levels. Other devices measure a beam’s spatial distribution.
Materials processing involves achieving a characteristic power density, given in terms of watts per square centimeter. That value varies not only with the material but also the processing desired, McCauley said. Annealing demands one number, while etching or cutting requires another. The best beam profile for drilling, etching and ablation is generally Gaussian, with an intense center point. Welding and 3-D manufacturing work best with a flat-top profile, with intensity that rises quickly to a fixed level and is then flat across the beam.
Laser profiles are normally Gaussian, with optics and apertures used to transform this into a flat top. For lower-power lasers, a camera or a scanning-slit profiler is used to extract pertinent measurements. For higher-power systems, other beam-profiling techniques must be used, McCauley said.
Output-power assessments can involve measuring the temperature rise produced by the laser. Ophir-Spiricon has demonstrated systems that can handle beams from 30 kW up to 100 kW, with the latter measuring the power of the beam by its effect on water. Such power levels might be used in industrial applications someday. Currently, there’s one large user interested in the technology.
“It was basically developed for the military,” said McCauley of the 100-kW measurement system. (For more on beam profiling, see “Laser-Power Measurement Solves Challenges for Materials Processing” on page 9.)
Finally, a research program at Sandia National Laboratories in Albuquerque, N.M., promises to make laser-based materials processing better. Called Predicting Performance Margins, the multidisciplinary project has been running for the past three years and has at least three years more to go.
One focus is laser welds, and progress has been made in this area, according to Dr. Brad Boyce, the project’s lead investigator. Laser welds are found in many structures because they require no filler metal, input little energy into the structure and can be used to create bonds a millimeter or smaller in size. Sandia researchers have been looking at weld microstructure and determining how that relates to such macroscopic properties as strength.
The ultimate objective is to develop modeling and design tools to predict the results of altering laser processing parameters. “If you make a change to the welding process or any other laser-based process, how does that impact reliability? Does it help you? Does it hurt you? If so, by how much?” Boyce said.