From optical system design to production, engineers are demonstrating the benefits of standard commercial optics over those that are custom made. Off-the-shelf optics are proving increasingly valuable, as they reduce costs, lead times and system complexity.
STEFAAN VANDENDRIESSCHE, EDMUND OPTICS
Engineering projects involving optical systems have the same time and money constraints as other engineering projects. Just as electrical engineers learned long ago that integrating standard resistors, capacitors and switches could save money and reduce time-to-market, optical design engineers are learning that leveraging the investment already made in designing, producing and stocking standard optics can provide similar benefits.
Standard off-the-shelf optics save money, eliminate lead times and reduce complexity when compared to custom optics. Working closely with an optical manufacturer can help determine the most appropriate way to use stock optics in a custom design.

Using standard off-the-shelf optics in optical system design can save time and money from initial prototyping to volume production. Photo courtesy of Edmund Optics.
The first step: prototyping
In the prototyping phase, stock optics help reduce design and development time because they are readily available. The lead time associated with custom optics manufacturing, which could take months, is eliminated. Stock optics, however, can arrive as quickly as overnight, reducing the time from design to prototype, and allowing testing to begin almost immediately. As technology advances, the advantage to being first to market becomes increasingly important, and using stock optics can keep design engineers one step ahead of the competition.
In addition to the substantial speed benefit that stock optics provide, they are also significantly more economical than custom designs. Costly tooling and nonrecurring engineering (NRE) charges associated with custom optics are entirely eliminated, reducing unit prices for the small lots (typically associated with prototyping) to a fraction of what they would otherwise be. Stock optics do not require the hefty minimum order quantities that custom optics do, so design engineers need only order exactly what is needed for their prototyping. And as standard optics are already stocked at optical manufacturers, there is also no need for design engineers to keep inventory on-site.
Multiple prototype iterations, utilizing completely different optical designs, are possible within the budget and lead time of a single prototype design integrating custom optics.

Modified stock optics, such as adding a custom coating, can provide the benefits of stock optics to designs where standard off-the-shelf optics don’t meet the user’s needs. Photo courtesy of Edmund Optics.
From prototype to production
The same optical components used in prototypes can be used in production, so there is no need to redesign or requalify the optical system. The transition from prototype to production is rapid and seamless.
The lead time benefits achieved when using stock optics in prototyping extend to using stock optics for production. There is no need to ramp up production, as the stock optics are already available in volume. Not only does this remove any delay during ramp up, it also removes any engineering uncertainty.
As the optic is a stock component, the optical supplier has already invested in NRE costs, tooling and volume production; design engineers, therefore, no longer need to incur these expenses. Projects benefit from the cost advantages of volume production, from the very first optic to the lower volumes that typify high-end optical system manufacturing.
There are also inventory benefits to using standard off-the-shelf optics: as optical manufacturers already stock them, there is no need to maintain an expensive in-house inventory, significantly reducing inventory and carrying costs. Spikes in demand or high variability in forecasts are easily mitigated through suppliers’ inventory. Standard off-the-shelf optics typically don’t have minimum order quantities, reducing the strain on your supply chain of transitioning from prototype to production. And because vendors seldom discontinue or alter their stock optics, supply issues seldom arise, safeguarding the supply chain during the entire product lifetime.
When stock optics don’t fit the bill
While stock optics satisfy most (if not all) optical design project requirements, it can be difficult to meet more specific demands. Working closely with an optical manufacturer can help identify when modifying stock optics is possible, eliminating the need for expensive custom optics.
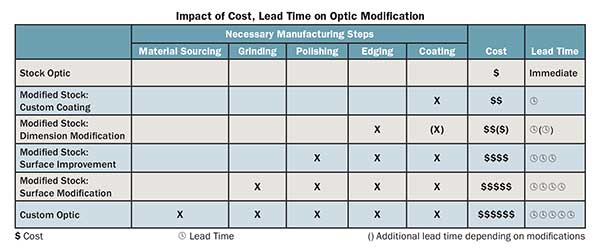
A brief description of the manufacturing process helps explain when modifying stock optics provides benefits over completely custom optics. Glass optics, a common choice for optical design projects, start as a blank material that is slightly larger than, but roughly the same shape and thickness of, the final product. One side at a time, material is ground off using diamond-infused tools until the surface is approximately the correct form. The next step is to polish each side using finer tools — most commonly with a loose abrasive in suspension — until the surface reaches sufficient optical quality. At that point, the optic is centered or edged and reduced to its final size while carefully aligning the optical axis with the mechanical axis. The last step, if required, is the application of an optical coating, which can range from metallic reflection or broadband anti-reflection coatings, to laser line filters.
While surface modification is necessarily followed by a number of manufacturing steps, starting from a stock optic eliminates the need to source the correct glass in the correct size, and the grinding time can be reduced compared to a custom design by choosing the correct stock optic to start from. Photo courtesy of Edmund Optics.
Each step in the optical manufacturing process encounters NRE and tooling costs, and setup contributes to the lead time. Where it is possible to eliminate manufacturing steps by modifying existing stock optics (instead of manufacturing custom optics starting from blanks), time and money can be saved.
Modified stock optics leverage the manufacturer’s inventory and design catalog while providing the necessary customization. Working closely with the optical manufacturer allows the customer to take full advantage of the benefits of stock optics design projects, and extends those benefits to modified stock optics when off-the-shelf components don’t quite meet the designer’s needs.
• Custom coating: Uncoated stock optics can be coated with specifically designed coatings to meet specifications. Uncoated, standard off-the-shelf optics can be pulled directly from stock and coated, resulting in short lead times (sometimes less than a week). While coating is a batch process that is typically expensive, large optical manufacturers often have hundreds of coating designs that run fairly regularly. If the system requirements call for a fairly standard coating design — on a substrate that isn’t typically offered with that coating — the manufacturer may be able to batch the optic with normal production and eliminate any lot charges on the optic.
• Dimension modification: The same techniques used during initial production can be applied to finished stock optics to modify the external dimensions. In some cases this can be done while preserving the initial coating; for other optics a new coating will be required after dimensional modification. This eliminates the need to source the raw material, and grind and polish it. Diameter reduction is the most obvious dimension modification, but truncations and other shapes are equally possible.
• Surface figure improvement: In order to improve a stock optic’s surface, it must return to the polishing step. Finer abrasives or more advanced polishing techniques, such as magnetorheological finishing, can be used to manufacture a more precise surface figure or reduce surface defects. As a stock optic has already been sourced and ground, time and money are saved skipping these manufacturing steps.
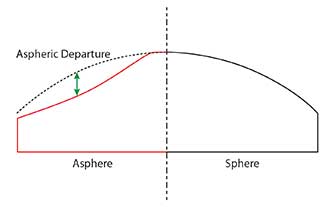
• Surface modification: Stock optics can be modified to change their radius of curvature or to introduce aspheric departure. As this returns the optic to the grinding step, this modification consumes the most time and incurs the highest costs. Nonetheless, starting from the correct size stock optic instead of raw material can be beneficial, as the material has already been sourced and grinding time can be reduced to a minimum.
Sorting optics
If a standard optic meets all of a system’s basic requirements, but a more stringent tolerance is required for system integration, the optical manufacturer could sort their inventory to meet those needs. Optical manufacturers will often specify a relatively conservative specification but have optics on the shelf that greatly exceed those minimum requirements. Common tolerances that can be improved simply by sorting available inventory include surface quality (scratch-dig), surface accuracy (power, irregularity and flatness), centration, parallelism, dimensional tolerances and coating performances.
Another similar technique is to measure the off-the-shelf part and adjust the optomechanical design accordingly, correcting air spacing and fitting to accommodate those parts. These modifications can often be faster and less expensive than making optics to the tighter tolerance. And working with the manufacturer to understand their process capabilities can yield significant improvements over published specifications.
Optimizing product development: the Annidis Health Assessment instrument
The diagnosis of retinal disease often presents challenges to the ophthalmologist. Degeneration and signs of disease are frequently first manifested in small changes in the deeper layers of the retina, layers that are not imaged well by traditional fundus cameras. The early signs can easily be overlooked until the disease causes vision problems and so triggers a more comprehensive examination. Researchers at Annidis Corp. in Ottawa, Ontario, Canada, have found that retinal imaging could become more powerful if ophthalmologists had routine access to detailed spectral information over a wider wavelength range.
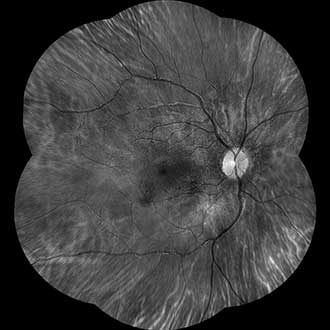
By employing the Annidis Corp. RHA instrument, users are able to detect early RPE changes and see the choroid like never before. Photo courtesy of Annidis Corp.
The team has developed the Retinal Health Assessment (RHA) instrument, a high-resolution ophthalmoscope that images using as many as 12 spectral regions within the wavelength range between 480 and 940 nm. In addition to offering a much wider spectral range than traditional instruments, each wavelength region offers insights into specific metabolic states of physical layers within the retina, the retinal pigment epithelium, and/or the choroid. RHA’s multi-spectral imaging capabilities provide clear images of anatomic or metabolic features that make early detection easier, and are readily understood by patients. Optometrists report that the RHA is clinically useful for detecting such conditions as macular edema, endovascular leakage and optic nerve hypo-perfusion.
The large spectral range needed puts demands on the instrument’s optical design — in particular, the challenge of providing broadband anti-reflection coatings and achieving satisfactory achromaticity. Stray light and surface contamination are also concerns because the optical energy received by the image sensor is much lower than that emitted by the LED illumination sources. The initial design of the instrument was performed and validated with modern computer-aided optical system modeling tools, whereafter the designers created an experimental model to test and verify performance predictions.

Annidis Corp.’s RHA instrument is a multi-spectral imaging digital ophthalmoscope with a patented optical system that captures high-resolution image data from the retinal and subretinal layers. Photo courtesy of Annidis Corp.
That’s where stock optics became critically important to the Annidis team.
For Annidis engineers, the availability of a wide range of stock components made it possible to invest in prototypes to test, modify and validate performance without long lead times and high costs associated with custom optics. The team also worked with the optical component supplier, who provided in-depth information on all aspects of the design and performance of each component. For Annidis, the results are tangible, as optometrists are calling the RHA “a potentially quintessential tool in optometric practice.”
Reference
http://eyetubeod.com/2013/05/multispectral-imaging-a-revolution-in-retinal-diagnosis-and-health-assessment#sthash.oD1iBoH2.dpuf
Meet the author
Stefaan Vandendriessche is an optical engineer at Edmund Optics in Barrington, N.J.; email: [email protected].