CHRISTOPH GAYER, FRAUNHOFER INSTITUTE FOR LASER TECHNOLOGY ILT
Every patient is unique. Hence, nothing is more natural than providing each patient with a unique implant. Thanks to laser-based additive manufacturing, this is already possible.
Patient-specific titanium implants manufactured by laser sintering, for example, feature a tailored fit as well as an interconnected pore structure (Figure 1). Such patient-specific implants (PSIs) significantly improve the medical treatment of bone defects. While conventional implants need to be manually adapted to the individual bone defect during surgery, the perfect anatomic fit of PSIs renders manual adaptation superfluous. This shortens the surgery time and helps surgeons to concentrate on the surgery itself. In addition, superior esthetic results are achieved, which is of utmost importance in craniomaxillofacial surgery. Finally, thanks to the design freedom of additive manufacturing, the implants can be equipped with an interconnected pore structure that facilitates tissue ingrowth and that acts as a guide to the regenerating bone. Thus, the patient benefits from a quicker recovery.

Figure 1. Patient-specific titanium implant made by laser sintering. Courtesy of KLS Martin Group.
Laser sintering, commonly called 3D printing, enables the manufacture of PSIs and is one of the most prominent additive manufacturing processes. It relies on a digital 3D model that, in the case of medical implants, can be extracted from medical imaging techniques such as CT (computed tomography) or MRI (magnetic resonance imaging).
The digital 3D model is subdivided into 2D slices, and each 2D slice is provided with scan vectors that determine the laser track. In addition to the digital data, a fine powder material with particle diameter of about 10 to 100 µm is needed, which is selectively fused by a precisely steered laser beam (Figure 2). A galvanometer scanner deflects the laser beam according to the digital data.
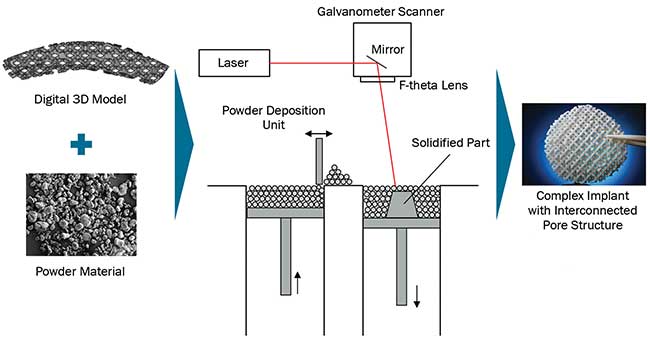
Figure 2. Schematic of laser sintering. Courtesy of Fraunhofer Institute for Laser Technology ILT.
Due to the high dynamic of the deflection mirrors, the laser spot speeds over the powder bed at up to 5 m/s. At this point, a precise synchronization between the movement of the deflection mirrors and the laser is crucial. Especially at turning points, where the mirrors decelerate and reaccelerate, the timing needs to be carefully controlled. Otherwise too much energy would be introduced at turning points, resulting in thermal damage to the material.
The laser beam is focused to spot diameters of about 80 µm for metals and 450 µm for polymers. For focusing, an ƒ-theta lens or zoom optic that ensures a nearly constant spot size over the entire scan field is used. Finally, the laser radiation is absorbed by the powder bed where it acts as a localized heat source that leads to local fusion of the powder particles. After laser exposure, the build platform is lowered by about 30 to 100 µm, and a new powder layer is deposited and selectively melted. In this way, complex 3D structures can be generated layer by layer.
Although available patient-specific titanium implants are a very good solution, further improvement is easily conceivable: What if a PSI vanished after having helped to regenerate the destroyed tissue, thus leaving absolutely no trace of the former injury? This is the exact feature of biodegradable implants that can be resorbed by the human body. Such biodegradable implants are resorbed in a timeframe of months to years and pave the way for complete tissue regeneration. This avoids revision surgeries as well as bone grafting, improving the patient’s quality of life.
Biodegradable implants based on biodegradable polymers — such as polylactic acid, polyglycolic-acid or polycaprolactone — have been in use for decades. However, mostly simple geometries have been available, such as plates and pins, manufactured by injection molding. Patient-specific solutions are yet to come.
Cutting-edge research is underway to make biodegradable PSIs available. Among all additive manufacturing techniques (e.g., fused filament fabrication, binder jetting or stereolithography), the laser sintering process seems to be the most promising technique for PSI manufacturing. Unlike in stereolithography where special photopolymer resins are needed, laser sintering can process standard materials. Moreover, compared to fused filament fabrication and binder jetting, it usually can achieve higher precision and strength.
In order to manufacture patient-specific implants by laser sintering, three essential prerequisites are needed: the right powder material, the right machine and the right process.
Biodegradable powder material
Laser sintering requires a fine powder material with particle sizes preferably smaller than 100 µm. For metals, such small particle sizes can be readily achieved by gas atomization. For polymers, the powder production is usually more complicated. Because of the high impact resistance and/or high ductility of most polymers, mechanical milling often fails either because the particle yield of <100 µm is insufficient and/or the particles have sharp edges that reduce powder flowability.
One powder production method that is frequently used by research groups is solvent evaporation. However, biodegradable polymers such as polylactide (PLA) are only soluble in toxic organic solvents such as chloroform or dichloromethane. Those toxic solvents are a severe health hazard and pose a problem for medical application as well as for the upscaling of the powder production. To avoid those problems, Fraunhofer processes a powder produced by Schaefer Kalk through a solvent-free method based on good manufacturing practice (GMP) standards. A large variety of different polymer/filler combinations can be produced with this process. This includes a newly developed composite material that is made of PLA and precipitated calcium carbonate (PCC) (Figure 3).
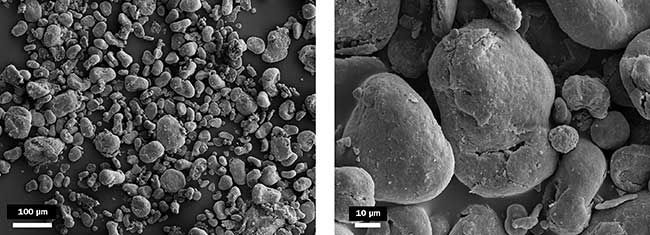
Figure 3. Biodegradable polylactide/calcium carbonate composite powder was specifically developed for laser sintering. Courtesy of Schaefer Kalk GmbH & Co. KG.
The specifically designed PCC particles are a source of precious Ca2+ ions that are needed for proper bone formation. In addition, the PCC particles are supposed to improve the degradation behavior of the composite material by buffering the acidic degradation products of PLA that can emerge during implant resorption. In this way, inflammatory reactions that might be caused by the acidic degradation products can be avoided. PCC particles also offer a suitable surface structure that improves the adhesion to the PLA matrix.
Nearly all powder particles are smaller than 100 µm so that thin powder layers with about 100-µm thickness can be realized. This is important, as particle fusion can be achieved faster and more homogeneously for thin powder layers than for thicker layers. Additionally, smaller layer thicknesses enable a higher detail resolution.
Particle morphology also is of particular importance. The newly developed PLA-based composite particles have a rounded shape that results in good flowability, something needed for homogeneous powder deposition.
Another crucial material property is melt viscosity. Unlike metal melts, which can be as fluid as water, polymer melts are very viscous. Usually they require a long time to achieve complete fusion of the polymer particles. The suitable polymer chain length results in a melt viscosity small enough to enable fast fusion.
Sintering polymers
While metals can be processed using near-infrared fiber lasers with a wavelength of about 1 µm, polymers show little absorption at this wavelength. Therefore, mid-infrared CO2 lasers with 10.6-µm wavelength are used for polymer processing. At this wavelength, the molecular bonds of polymers are excited, resulting in molecular vibrations so that significant absorption occurs.

Figure 4. Customized EOS Formiga P 110 laser sintering machine enables manufacturing with small powder quantities. Courtesy of EOS GmbH.
Fraunhofer ILT used a customized EOS Formiga P 110 laser sintering machine including a CO2 laser with 30-W optical power (Figure 4). The laser beam was focused to a spot diameter of about 450 µm, which gives a typical intensity of 19 kW/cm2. In the standard design, the machine offers a 200 × 250-mm build envelope. In order to be able to start a process using this build envelope, several kilograms of powder material were needed. However, for materials research as well as for medical applications, several kilograms of powder are usually too large an amount. Consequently, EOS developed a customized build envelope that enables manufacturing with small powder quantities (e.g., 200 ml), making possible experiments with small amounts of the biodegradable PLA/PCC composite material.
Avoiding thermal degradation
Biodegradable polymers are prone to thermal degradation during processing. Hence, the process parameters (e.g., laser power and scan speed) must be carefully adjusted to avoid thermal degradation. At the same time, the energy input must be high enough to achieve complete melting in order to achieve full-density parts with high mechanical strength. Fraunhofer ILT’s experiments found that laser power should be adjusted to better than 10 percent precision to achieve optimum strength (bending strength of about 80 MPa) and minimum degradation (<10 percent decrease of the inherent viscosity). In addition, the test specimens showed good cell compatibility with osteoblast-like MG-63 cells.
The key to successful manufacturing is to control the complex interplay between powder material, machine and process. Careful mutual adaption of these key components resulted in the manufacture of a patient-specific implant demonstrator (Figure 5). The interconnected pore structure was designed using Autodesk’s Within software, which allows integration of a pore structure that follows the implant’s surface contour so that a smooth global surface without off-standing struts is achieved. The strut diameter was about 1 mm. The build process took only about two hours, and the implant offers a perfect fit to the cranial defect.
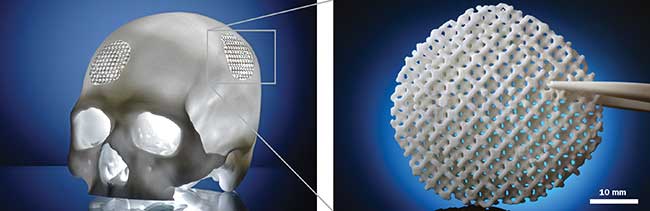
Figure 5. A biodegradable patient-specific cranial implant demonstrator was made by laser sintering from polylactide/calcium carbonate composite powder on the customized Formiga P 110 machine. Courtesy of KLS Martin Group.
Manufacturing biodegradable patient-specific implants by laser sintering is feasible. The next step will be thorough in vitro and in vivo testing of the novel scaffolds. In the future, such biodegradable PSIs made by laser sintering could significantly improve the medical treatment of bone defects.
Meet the author
Christoph Gayer is research associate in the rapid manufacturing group at Fraunhofer ILT. The group covers a wide range of topics from process and application development to new machine concepts and materials for laser powder bed fusion; email: [email protected].
Acknowledgments
The author would like to thank the German Federal Ministry of Education and Research (BMBF) for funding the ActiveBone project (reference 13N12129-32). Many thanks go to EOS GmbH, Karl Leibinger Medizintechnik GmbH & Co. KG and Schaefer Kalk GmbH & Co. KG for their financial support. Special thanks goes to the Department of Dental Materials and Biomaterials Research, RWTH Aachen University Hospital (Head: Univ.-Prof. Dr.-Ing. Horst Fischer) for fruitful collaboration and cell testing. The author would also like to thank the Fraunhofer Institute for Applied Polymer Research IAP and the Leibniz Institute for Interactive Materials DWI for polymer analytics, as well as Evonik Industries AG and Biovision GmbH for providing the materials.