Dr. Ben Dawson, Teledyne Dalsa
Industrial settings can often benefit greatly from machine vision technology. These industries often have been producing their goods the same way for many decades. Introducing machine vision systems can have dramatic effects, improving quality, reducing downtime, cutting waste and increasing revenues. Case studies in the aluminum, automotive components and lumber processing industries show how very different industries can make great strides by implementing machine vision solutions.
Reduced downtime at Alcoa Canada
Aluminum smelter Aluminerie de Bécancour (also known as Alcoa Canada), on the shores of the St. Lawrence River in Quebec, produces 400,000 metric tons of aluminum annually in the form of rolling ingots, T-ingots (pure and alloyed) and billets. The smelter has been up and running since 1986. Running most of the time, that is. Once or twice a day, production would be interrupted by pieces of metal falling onto the line during a crushing process.
Smelting is an electrolytic reduction process that transforms alumina, a white powdery material that is produced from bauxite, into aluminum. Alumina is dissolved in a cryolite bath inside large, carbon-lined cells called pots. When a powerful electric current is passed through the bath, aluminum metal separates from the chemical solution and is siphoned off. After 21 days, the anode through which the current enters the pot reaches the end of its life. A crusher removes the used carbon attached to the anode frame; as crushing occurs, steel parts from the anode’s frame can fall on the conveyor and eventually damage equipment farther down the process line. This can lead to costly equipment repair and replacement as well as production downtime.

A vision system significantly reduces production downtime and damage caused to equipment on the line at Alcoa Canada. Photo courtesy of Alcoa Canada.
Because of product variations, machine vision was determined to be the simplest solution to the problem. Working with Groupe Rotalec – a distributor of high-technology industrial automation products, product-identification systems and mill products for more than 30 years – the company’s engineers selected Teledyne Dalsa smart cameras.
At Aluminerie de Bécancour, every anode is inspected by two smart cameras: One smart camera takes three images of the anode’s frame geometry before the anode gets crushed. Using the same configuration, a second camera takes three images of the anode’s frame geometry after crushing. A “fail” occurs if comparing the three pairs of images indicates that the anode’s frame geometry changed during crushing.
Since this machine vision solution was installed at Aluminerie de Bécancour, the company has experienced no downtime as a result of falling debris, and engineers are currently reviewing other areas that would benefit from vision system installations.
Pins inspected at Bead Industries
Bead Electronics, an interconnect pin manufacturer in Connecticut, collaborated with a large automotive electronics manufacturing solutions provider several years ago to develop a high-performance interconnect pin for use in automotive actuator control systems. Bead’s True Grip tandem pin has a unique flanged design offering rigidity, alignment and electrical conductivity while requiring less solder.
Pins are produced in the tens of millions on several machines, and ensuring that each precisely meets all specifications presents a considerable challenge. Each pin measures approximately 0.040 in. in diameter by 0.472 in. long. The pins are manufactured tip-to-tail in a continuous chain, taken up onto a large reel and shipped directly to customers. This process limited Bead’s options for performing quality inspections.
Manual inspection at periodic intervals was effective but impractical as volume requirements increased. Bead’s customers did not require 100 percent inspection, but “an in-process, high-speed vision inspection system that could measure multiple dimensions on every pin and store the data was the only way to achieve total confidence in our process and product,” said plant manager Kevin Mayer.
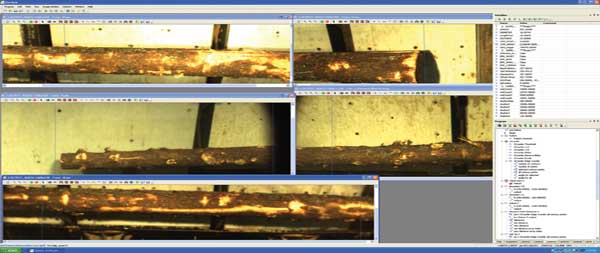
The vision system at Pleasant River Lumber calculates the precise length and diameter of tree-length logs up to 64 ft long in about seven seconds per log; the data is communicated to a programmable logic controller that determines the optimum location for each cut. Photo courtesy of Pleasant River Lumber.
Bead researched automated vision inspection systems for three of its machines and chose Teledyne Dalsa’s VA61 Vision Appliances, Genie cameras and Sherlock software to verify the diameter, thickness and length of the flange, and to measure the overall length of each pin as it came out of the die set. With the presses running at 350 parts per minute, no other type of inspection solution could keep pace reliably.
The vision controller and Gigabit Ethernet cameras were installed on each of the three machines producing Bead’s new patent-pending interconnect pin. The user-friendly software running on the vision controllers allows operators to get the system up and running quickly with the simple click of an icon, and enables precise measurements and identification of trends that could lead to nonconformances.
Each vision inspection station is networked to Bead’s database. The inspection data collected provides traceability down to the day, hour and minute of production, allowing analysis of raw dimensional data and providing insight into process variables such as tool wear. By analyzing production trends, Bead can predict tool life and proactively schedule tool changes and other preventive maintenance. “This has improved our efficiency tremendously, since we can prepare for and schedule tool changes rather than having to react to a potentially catastrophic tool failure,” Mayer said.
Since installing the machine vision systems, Bead has achieved 100 percent inspection of each of the more than 50 million pins produced to date, and the company has experienced no costly product returns. “Because of these machine vision systems, Bead Industries and our customers have complete confidence in every single pin produced,” Mayer said.
Efficiency maximized at Pleasant River Lumber
Family-owned business Pleasant River Lumber of Maine produces more than 100 million board-feet of spruce dimensional lumber and eastern white pine annually from its three mills. The company’s reputation has grown from its commitment to producing the highest-quality product on the market. To that end, the company prints an American flag and the grader’s name on all the lumber it produces.
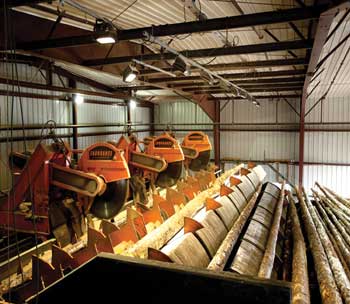
A rugged vision system works under harsh conditions at Pleasant River Lumber, optimizing cuts with precise measurements. Photo courtesy of Pleasant River Lumber.
The market for lumber is in a constant state of flux, based on factors such as the time of year and current customer demand, and mills need to be highly efficient to stay competitive. This efficiency must begin almost immediately after a tree is cut.
In Pleasant River Lumber’s original approach to lumber processing, tree-length logs – up to 64 ft long, the most economical for a mill to purchase – were delivered to the mill yard, where five manual “slashers,” or large circular saws, cut them into 16-ft lengths, usually leaving a short piece as waste. “Since the entire process was done manually on multiple logs at the same time, there was no optimization of the material or of the time and effort required to process it,” said Christopher Brochu, one of the company’s six partners. “A human being made a decision as to where to cut each log, and it was impossible to determine accurately how to cut the log to get the greatest value from the material.” In addition, operating the slashers themselves was expensive in terms of fuel and labor costs, and the company lost money on the waste material, which often had to be trucked away from the site.
Recognizing the benefit of leveraging technology for improved productivity and efficiency, the partners turned to Maine-based Progress Engineering, which specializes in designing and implementing innovative process automation solutions and has an impressive resume in the forest products industry. Progress Engineering designed a unique hybrid system using products from a number of vendors to allow increased efficiency by getting the greatest amount of fiber possible out of each tree-length log.
The new process begins in the mill yard, where each individual log is evaluated using a vision system that captures images of the log, said Dana Hodgkin, the president of Progress Engineering. The vision system comprises six ceiling-mounted color cameras that take tandem images of each log; these images are then stitched together using software to calculate each log’s diameter and length – and it’s accurate to within an inch, Hodgkin said. The data is then transmitted via Ethernet to a programmable logic controller (PLC) system.
One wall of the lumber-processing facility is open to the elements, which means that lighting, temperature and even wind can vary from hour to hour. It was necessary for the vision system to be rugged and to offer automatic ambient light detection; the system also needed to change the exposure time quickly to provide the right level of contrast between the log and the background for each image. Once the PLC optimization system receives the data about the length and diameter of each log, it integrates with a new “bucking” system – equipment including log singulators and saws – that forms the majority of the new production system. Manufactured by Endurance Equipment, this part of the system analyzes the data from the vision system, determines the optimum location for each cut, and then cuts each tree-length log in a fully automated process.
“To be highly efficient, we need to get the most usable material possible from each log,” Brochu said. “Raw material accounts for 70 percent of our total cost, so the more lumber each log generates, the more competitive we can be. With the vision system, we can now start the production process with precise measurements of each log.”
Another company objective was to speed processing time, and the vision system has helped with this as well. The system calculates the measurements of each tree-length log in about seven seconds, evaluating about nine logs per minute. This is nearly 10 times faster – and far more accurate – than the previous process. Pleasant River Lumber is also committed to ensuring the health and sustainability of Maine’s forests, and the new system supports this mission by virtually eliminating waste. The vision system has “completely transformed” the way the company does business, Brochu said.
Meet the author
Dr. Ben Dawson is director of strategic development for Teledyne Dalsa’s Industrial Products Div., overseeing algorithm and product development; email: [email protected].