BRAD FINNEY, TELEDYNE DALSA
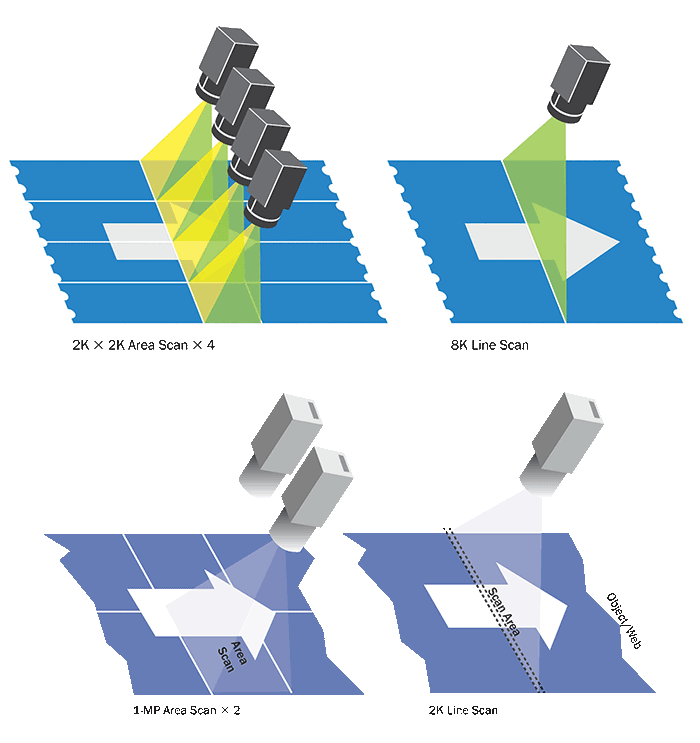
Materials manufactured in a continuous roll or sheet, such as paper, textiles, film, foil, plastics, metals, glass or coatings, are most effectively inspected using machine vision line scan systems. These systems are designed to detect and identify defects in webs or objects moving at high speed. Line scan systems enable a complete surface inspection by building a continuous image, one row of pixels at a time, in the direction of the web’s motion. Image capture continues as long as the camera and web are operating. In addition to the unlimited pixels enabled by continuous motion, line scan imaging delivers crisp, smear-free images at high speeds, with higher dynamic range, greater processing efficiency and a much lower cost per pixel than traditional area scan systems.

Courtesy of Teledyne DALSA.
In 2017 and beyond, key advances in technology, from complementary metal oxide semiconductor (CMOS) sensors incorporated into line scan cameras to new options for color in machine vision, will expand the capabilities of line scan systems and make them more affordable for web inspection applications.
CMOS sensors pervasive
CMOS technology was patented in 1963, but wasn’t fully embraced by the machine vision sector because of poor image quality. Today, CMOS sensors are ubiquitous; anyone with a cellphone has a CMOS sensor in his or her pocket. To meet increasing customer expectations for performance and capability, CMOS manufacturers have invested significantly in research and development to identify ways to produce higher quality, more effective sensors at lower prices. The benefits of this investment are being felt not just by cellphone manufacturers and consumers, but across many industries, including machine vision.

CMOS is an enabling technology for high-speed print inspection. Courtesy of Teledyne DALSA.
While CMOS technology has been used in area scan cameras for some time,
integration into line scan camera technology has been slower to evolve.
In 2017, CMOS line scan cameras will become more common, expanding the
use of these sensors for web inspection.
Those considering machine vision line scan systems for web inspection will discover that CMOS is an enabling technology that helps deliver lower costs system-wide — less expensive sensors, as well as less expensive lenses and cameras — without impacting fidelity. CMOS enables smaller sensors and the use of many more sensors per wafer, or the use of much larger wafers. Since CMOS sensors are less costly, and sensor pricing tracks alongside wafer costs, the total cost is less.
With CMOS, all signals are digitized on the chip, making for lower noise and allowing for an acceptable signal-to-noise ratio. Lower noise enables increased gain that can deliver an image equivalent to images provided by CCD technology, which typically requires larger pixels. Similarly, smaller sensors allow for smaller lenses for additional cost savings; the cost of the lens is directly related to its size.
A camera’s readout electronics convert data from the sensor into a usable format for transmission to a computer. With CMOS technology, the digitization of data on the sensor limits the functionality required of the camera, which means that a camera with a CMOS sensor can have a simpler design and be less expensive overall. Thanks to CMOS, it is possible to invest in a camera that offers the desired resolution and speed at a total cost that is significantly less than it would have been even just a few years ago. Conversely, it is also possible to invest in a camera that offers a much higher resolution or greater processing speed for just slightly more.
It’s a tradeoff that can be tailored to the type of inspection required. For example, cameras used for a simple inspection can now cost far less, while cameras needed for more complex inspections are available now at a more reasonable price. Not surprisingly, the market for machine vision line scan systems is growing as prices decrease and the barriers to entry drop. Users are implementing more cameras per system and are introducing vision inspection in applications where it wasn’t feasible before.
Courtesy of Teledyne DALSA.
A case in point: the increase in the inspection of rice and other commodity agricultural products. Rice inspection was relatively uncommon only a few years ago, as producers relied on manual methods for removing foreign objects from rice — or opted to not find or remove them at all. The cost of automated inspection was simply out of reach when compared to the overall value of the product.
Today, because of more affordable inspection technology, nearly all rice is inspected. Typically, rice is dropped in a waterfall past a light bar and a line scan camera, which identifies foreign objects in real time. When a foreign object is found, a blast of compressed air is triggered, blowing the foreign object from the stream. Producers can assure the high quality of their product with a minimal investment in line scan technology.
Faster color line scan cameras
While the use of color has been fully embraced and normalized in area scan systems, line scan systems have been slower to keep up. However, in the last several years, and especially into 2017, user demand for color line scan imaging has helped to ensure that these cameras occupy a significant position in the market. It’s not a surprising shift. Users want color imaging, and the workarounds — such as using three cameras with three colors of lights — can be cumbersome and costly. Once again, the
affordability of CMOS imager technology has facilitated the advance, making color more feasible.
Courtesy of Teledyne DALSA.
Generating color images requires three data points for each pixel and achieving this at each pixel location requires high-speed processing; CMOS is ideally suited to these higher speeds. At the same time, CMOS allows for sensor architectures with closer line spacing, which is critical to reduce distortion in line scan imaging. A color line scan camera operates as if it is three cameras in one, with one “camera” for each red (R), green (G) and blue (B) line. For optimal imaging, these lines must be very close together. Many applications that can benefit from color inspection have adopted tri-linear technology, which uses three linear arrays fabricated on a silicon die — one each for R, G and B channels. There are cameras on the market today that leverage tri-linear CMOS sensors and provide these three native colors (R, G and B) with minimal separation to maximize accuracy. Traditionally, color line scan cameras have been particularly slow. Cameras today can perform at very high speeds with line rates of up to 70 kHz.

A quad-linear color line scan is used for fruit inspection. Courtesy of Teledyne DALSA.
Another band of color providing additional benefits in machine vision
line scan systems is near-infrared (NIR), which is invisible to the eye
and found just beyond red on the spectrum. Today’s quad-linear cameras
provide the three native colors (R, G and B) as well as NIR, which can
be used to reveal defects that can’t be detected with traditional
lighting.
One common application for quad-linear color line scan is fruit inspection. When an apple is bruised, it can take some time for the peel to appear brown even when the fruit is discoloring beneath. With NIR, the surface damage from the bruise that is invisible to the naked eye — and can’t be seen with R, G or B color — is immediately clear, so producers can quickly identify and remove seriously damaged fruit. This capability is commercially available today for a reasonable price from off-the-shelf, high-speed, quad-linear color cameras.
Time delay and integration for greater sensitivity
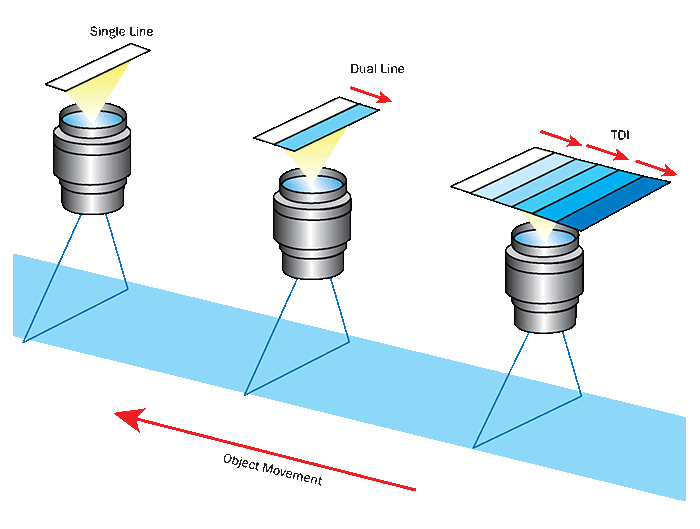
Traditional line scan cameras capture images at very high speeds, one line at a time, as the web or objects move across the camera’s field of view. High-sensitivity time delay and integration (TDI) technology works in the same way, but enables the capture of many lines — hundreds of lines in some cases — consecutively. These multiple exposures of the same image enable even more fidelity, especially in low-light applications. TDI line scan cameras are not new, but have been viewed as a high-end solution.

Flat panel display inspection is ideally suited for inspection built around time delay and integration (TDI) cameras. Courtesy of Teledyne DALSA.
One example of a product ideally suited for an inspection built around TDI cameras is flat panel displays. Since flat panels emit light, and the amount of light generated has an upper limit, increasing inspection speed is only possible with the deployment of a more sensitive camera. A flat panel’s emitted light is unlike the reflected light more commonly used in inspections. When inspecting steel or fabric, for example, it is possible to invest in a more powerful lighting system to ensure accuracy even at increased speeds.
Because of CMOS, there are line scan cameras on the market today that offer a compromise between traditional line scan cameras and more expensive CCD TDI systems. CMOS TDI cameras deliver 12 lines of pixels (rather than hundreds), or the equivalent of 12 cameras combined in one. Important to note, these simplified TDI cameras are available at a fraction of the cost — sometimes three or four times less than higher-end CCD TDI cameras. They’re typically available in both mono and color versions, with the mono being the most sensitive overall and the color delivering greater sensitivity than a traditional color camera.
In 2017, new options in color and TDI technology in line scan cameras will expand customer choice, opening the door to the deployment of faster and more accurate web inspection applications in an ever-growing number of new industries.
Meet the author
Brad Finney is vice president of sales, North America, at Teledyne DALSA; email: [email protected].