Robert W. Coyes, Coherent Inc.
Interior plastic signs are ubiquitous in hotels, office buildings, hospitals and other structures. These signs may seem like simple products, but they are actually often complex assemblies of numerous pieces. Like many other manufacturers, sign makers are continually working to improve the quality and functionality of their products, while also reducing manufacturing costs. Traditionally, sign fabrication has relied mostly on mechanical machining techniques. A new breed of smaller and more efficient laser-based machine tools now offers superior performance and cost characteristics for many applications.
For example, CO2 laser-based machine tools are workhorse systems that are well established in numerous industries. Their combination of rugged operational simplicity, compact packaging, low operating costs and high processing power often make them the tool of choice for bringing the advantages of high-tech photonics manufacturing to both high- and low-tech (and/or low-unit-value) applications. Sign making is a standout example of this trend to extend laser manufacturing to simplify complex processes.
Sign making basics
Figure 1 shows a typical interior hotel sign. Note that the numerals and braille characters are raised. To achieve this, the numbers first are cut out as separate pieces and then glued to the main body of the sign. Sometimes signs also contain a pocket or slot that allows a piece of paper or nameplate to be inserted. Thus, a single sign can be an assembly of a variety of different plastic, metal and thin-film materials, and may be fairly complicated.
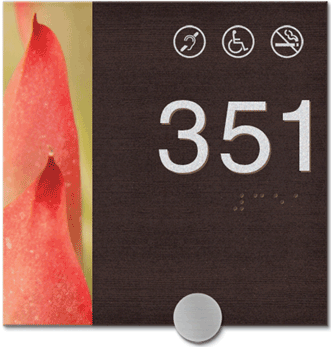
Figure 1. A sign may consist of several plastic and metal pieces that are individually cut and then assembled. Photo courtsey of Intersign Corp.
Traditionally, all these separate plastic pieces would be cut with a mechanical router and then assembled together. The routers used for these applications are usually five-axis computer numerically controlled (CNC) systems. Here, the cutting tool is mounted on a head that travels over a work bed and that can move the tool in all dimensions (X, Y, Z) and tilt in two axes (θX, θY), enabling production of very complex shapes.
Mechanical routers form the mainstay of sign production for most manufacturers, but they do have several drawbacks. These include the following:
• They produce a rough finish on the cut edge. This must be subjected to additional processing, such as flame polishing, if a smooth or transparent (in the case of letters being produced on clear plastic) surface is required.
• Routers are unable to cut a sharp 90° interior corner, because the tool bit always produces a rounded cut. A sharp corner is required, for example, in the letter “T,” where the vertical line joins the horizontal line.
• Routers are unable to cut very small parts, because of machine vibration. This makes it difficult to cut small features, such as alphanumeric periods or the dot over the letter “i.” From a practical standpoint, mechanical routers require periodic downtime to replace the cutting tools, which dull with use.
• Production time is required to clean dust and debris from parts after cutting, further reducing productivity and increasing waste.
In contrast, the CO2 laser is a noncontact tool that cuts essentially by melting and vaporizing material away. The CO2 laser is preferred for plastics cutting because its infrared output is strongly absorbed by most organic materials, even those that appear transparent in the visible (such as many acrylics). One significant advantage of laser processing is that it can deliver a variety of cut-edge finishes, including a smooth, transparent edge that entirely eliminates the time and cost of flame polishing. It also enables the production of sharp corners, angles and very small features because of the very narrow cut width (as small as 0.005 in./0.13 mm).
In addition, laser processing provides tremendous flexibility, with very accurate control of cut depth, and high repeatability and consistency without the need to change tools. It can be employed on materials over a wide range of thicknesses, from Mylar sheets to acrylic at 1.25 in. (32 mm) thick. It can even be used to “kiss cut” thin films (this is a technique commonly employed with adhesive labels, where the paper label material is cut through, but the backing is left untouched). And, the lack of machine vibration allows it to produce smaller parts than a router.
CO2 laser machine tools don’t just deliver superior results; they also provide cost advantages over mechanical routers. For example, laser machine tools cut approximately 50 percent faster than routers, and they largely eliminate the need for postprocessing part cleaning, which is usually required after router cutting.
Laser machining also eliminates tooling expenses when cutting thin parts that normally would require die cutting rather than routing. In fact, thinner materials can be stacked to enable cutting multiple sheets at once, serving to multiply output by the number of sheets used. Finally, laser-based systems have more favorable downtime characteristics than routers, since there is no need for tool replacement.
Laser machine tools
CO2 laser machine tools integrate a laser, CNC controller, beam-delivery system, drive system and laser cutting head into a machine frame. Additional options, such as an assist-gas delivery system, a vision system, a material-height sensor and an automated part-loading/-unloading system may also be included.
For plastics-cutting applications in the sign industry, laser power is usually 400 W or less. This enables the cutting of a wide range of nonmetal materials, such as wood, plastics, rubber, thin films, composites and other organics, in thicknesses of up to 11/4 in. (32 mm). For manufacturers also wishing to process thin metals, these lower-power lasers can support their needs, while a 1000-W CO2 laser option provides the ultimate in material versatility, enabling stainless steel and aluminum to be cut in thicknesses of up to 1/8 in. (3.2 mm), and mild steel up to 1/4 in. (6.4 mm).
The Meta product line from Coherent is one example of this type of system (Figure 2), which uses cut pattern files created in Adobe Illustrator or CorelDraw. Material to be processed can be rapidly loaded into the machine, and is held in place by a vacuum bed. An optional integrated smart vision system also facilitates rapid loading of material into the processing system. This vision system can identify fiducial marks on the workpiece and then use these to accurately align the cut pattern to the material. This enables accurate cutting regardless of material orientation in the machine, thus eliminating the need to position material with high precision and minimizing overall process time.

Figure 2. The Coherent Meta 2C is a compact CO2 laser-based machine tool used at Intersign for plastics processing. Photo courtesy of Coherent Inc.
This system also uses sealed CO2 laser technology, which offers several cost benefits. First, this self-contained construction provides 50 percent greater inherent electrical efficiency than the fast flow lasers used in some other laser machine tools, making them much more economical to operate. Furthermore, sealed CO2 lasers eliminate most of the costs associated with consumables and maintenance for flowing gas lasers. Specifically, the laser gas remains pristine over the entire 40,000-hour operational lifetime of the unit, eliminating the costs associated with gas replacement, handling, storage and supply, as well as the downtime connected with changing tanks. There also are no maintenance and consumables related to gas pumps, which in a flow laser require frequent service and oil changes. Even cooling water is circulated through a closed-loop system. In addition, sealed CO2 lasers do not need blowers and storage tanks, making them very compact and giving the resultant system a small footprint. Their small size makes them particularly easy to integrate into job shops and labs where space is at a premium, and it minimizes the carbon footprint for sign cutting.
Laser processing at Intersign
Intersign Corporation is one of the largest sign makers in the U.S., supplying products in a wide range of styles to hotels, health care facilities and schools. The company has 60,000 sq ft (~5600 sq m) of environmentally controlled manufacturing and office space in Chattanooga, Tenn. Intersign employs over 140 individuals, and production runs three shifts, seven days a week.
Intersign has five mechanical router systems, and these have been the workhorses of the business. However, several years ago, the company purchased its first laser-based machine to address jobs where the limitations of router technology were causing problems. Now it runs two of these systems.
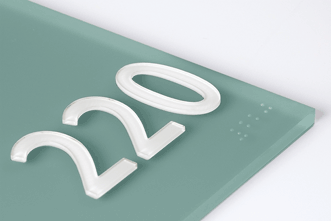
Figure 3. Laser cutting can produce a polished edge. Photo courtesy of Intersign Corp.
Appearance is very important for interior signs, and one key use of the laser machine tool at Intersign is cutting acrylic to yield a polished finish, without other postcutting processing steps (Figure 3). A typical example of this would be producing letters for signs that are compatible with the Americans with Disabilities Act, which mandates that signs have text that is raised 1⁄32 in. (0.79 mm). First, a router cuts the shapes of the letters or other symbols into the substrate to a depth of 0.020 in. (0.51 mm). Then, the letters and symbols themselves are separately laser cut out of a substrate that is 0.060 in. (1.52 mm) thick. These are then inlaid on the substrate and glued to it.
Sometimes the sign substrate is styrene, with a thin sheet (~0.020 in./~0.51 mm) of polycarbonate bonded on top of it. In this case, the laser is used to kiss cut the polycarbonate without affecting the underlying polystyrene. Next, the polycarbonate layer is removed, and the sign characters are inlaid in the depression created by laser cutting. This is easy to do, because the laser gives very precise control over cut depth. In this application, the tool’s ability to cut sharp corners makes it easier to inset the laser-cut characters.
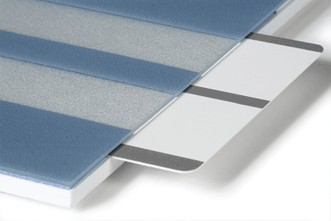
Figure 4. Producing a sign with insert pockets may require thin adhesive-backed paper and also kiss cutting. Photo courtesy of Intersign Corp.
Yet another way in which Intersign employs the laser is to produce signs with pockets designed to accept paper inserts (Figure 4). These signs are a sandwich of at least three layers: A spacer layer keeps the front and back layers of the sign separated enough to allow a piece of paper to be slid in. Typically, this spacer layer is produced from a plastic material that is supplied with adhesive on both sides, covered with a paper liner. Using a router to cut this thin adhesive-backed material is problematic, because the router usually pulls up the liner, and the adhesive gets debris on it. Alternately, this material could be die cut, but this involves the expense and lead time of creating the die. In fact, Intersign has found that this material can be directly laser cut with excellent results.
In a similar process at Intersign, the laser is used to make “paint masks.” This method is used when the desired end result is a painted sheet of acrylic with one or more clear (unpainted) window areas. The acrylic sheet is usually supplied with paper on each side, so that it can be handled during production without scratching the soft surface of the plastic. To make paint masks, the laser is used to kiss cut the shapes of any desired windows into just this paper. Then the paper is removed from all areas except the window(s). Next, the acrylic sheet is spray-painted. The paint masks (unremoved paper) prevent the window areas from being painted. Finally, the paper is removed to reveal the unpainted window area(s).
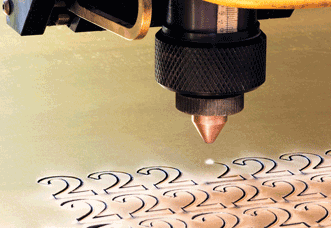
Figure 5. Laser cutting offers faster processing speeds and less postcutting processing than a router. Photo courtesy of Intersign Corp.
The laser system is compact and packaged nicely, and was easy to integrate into Intersign’s production environment, said Jim Roides, the company’s chief operating officer. “Of course, there’s no need for tool replacement, and machine downtime is minimal. As a result, the system has a more favorable maintenance profile than a mechanical router. Combined with the generally better cut quality and faster processing speeds, the system thus delivers great value for our sign fabricating business.”
Meet the author
Robert W. Boyes is senior product line manager for laser machine tools at Coherent Inc. in Bloomfield, Conn.; email: [email protected].