DAN CALLEN, COHERENT INC.
Machine vision using laser-based, 3D triangulation is a powerful way to acquire rapid, accurate measurements of product shape and dimensions, and it can readily identify dimensionally nonconforming units on high-speed production lines. As a result, this technique is employed in industries as diverse as lumber mills and microelectronics manufacturing.
But there are many different ways to implement a laser line projection system. Each has its own characteristics, advantages and disadvantages.
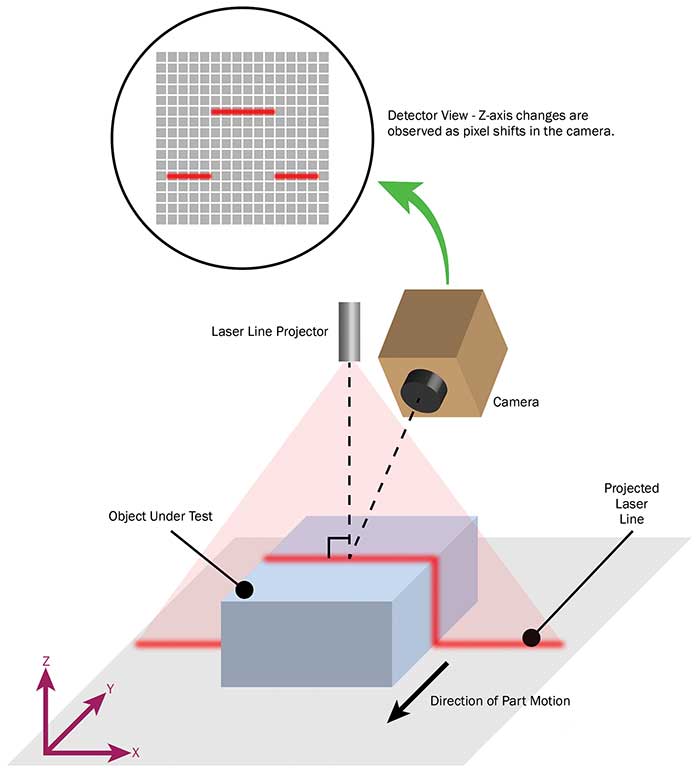
Figure 1. A projected laser line appears distorted when viewed from perspectives other than that of the projector. This distortion is calibrated and used to derive the dimensions of the object under test. Courtesy of Coherent Inc.
In triangulation (Figure 1), a laser line is projected onto a part, and a camera views the line and analyzes its shape dynamically to reconstruct the dimensions of the object. There are four basic triangulation configurations (Figure 2).
The most widely used configuration, called the standard geometry, positions the laser directly above and perpendicular to the object under test. The camera views the line from an angle — usually about 45°.
The most important characteristic of this configuration is that object height variations move the projected line in the object’s Z axis only. This simplifies the calculations required to derive object shape, resulting in a system that is faster, more accurate and easier to calibrate during setup.
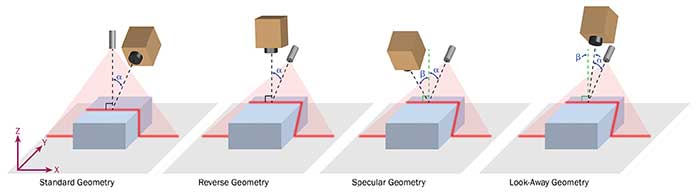
Figure 2. Four common configurations for machine vision systems based on 3D triangulation. Courtesy of Coherent Inc.
A disadvantage of this arrangement is that the camera views the object from an angle, which increases the depth of field needed to maintain focus as object height varies. Furthermore, magnification changes occur as object height (and thus object distance from the lens) changes. These disadvantages must be mitigated by calibration to ensure system accuracy.
Standard geometry also can produce some occlusion. In particular, whenever a camera views an object from anything other than an angle perpendicular to the inspection surface, there may be some areas that cannot be seen. This yields an inherent design trade-off: While measurement height resolution increases with camera angle (α) in the standard geometry, so does occlusion.
Alternative configurations
The reverse geometry configuration switches the positions of laser source and camera. With a more oblique angle of laser illumination, a given change in object height produces a larger shift in laser line position. This increases height resolution over the standard configuration. And, with the camera normal to the measurement plane, there is no occlusion.
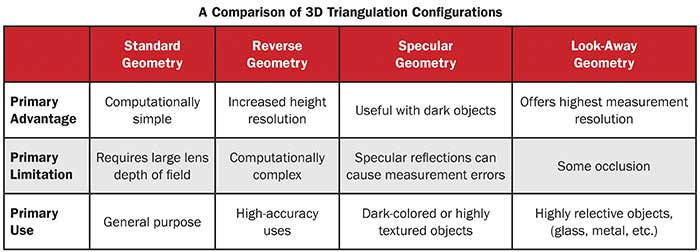
However, with reverse geometry, object height changes (Z axis) move the projected line in both the Z and Y axes of the object. This makes it more complex to interpret results. Because of this, reverse geometry is generally most useful with objects that have a relatively simple shape.
The specular geometry configuration has both the laser and camera at similar, non-normal angles to the object. The camera therefore sees a larger line movement for a given height change than either of the previous configurations. This yields greater height resolution, but it becomes possible for the camera to see specular, or near specular, reflections from the laser. These may produce measurement errors if they cause saturation or blooming in the detector. On the other hand, higher reflection levels may increase signal levels from dark or highly textured objects, making them easier to measure.
The higher geometric complexity of this configuration also makes it more difficult to process results, making it most compatible with objects that have simple contours. In addition, the oblique camera angle produces some occlusion.
The look-away geometry configuration places both the camera and laser projector on the same side of the normal to the object surface. This dramatically reduces the chance of specular reflections, unless the object is highly textured. It works best with highly reflective objects. This configuration also substantially reduces height resolution because the camera and laser line projector points of view are so similar. Additionally, there is some occlusion.
Achieving optimum performance from a machine vision system based on laser line projection requires understanding the trade-offs inherent in the various possible system configurations. It’s best to work with a vendor knowledgeable in the nuances of laser triangulation in order to ensure that system results meet expectations.
Meet the author
Dan Callen is the senior product manager for OBIS LX and Stingray Lasers at Coherent Inc.; email: daniel.callen@
coherent.com.