
For Welding Certain Metals, Blue Lasers Offer the Advantage
JEAN-MICHEL PELAPRAT, MATHEW FINUF, ROBERT FRITZ, AND MARK ZEDIKER, NUBURU INC.
Industrial lasers now dominate many materials processing applications, such as welding, cutting, and cladding in fields as diverse as consumer electronics, automotive manufacturing, and defense. They offer a faster, more flexible, and more precise alternative to traditional materials processing, and they don’t require solvents or water, which can leave particulate residue and require additional cleaning steps.
Blue wavelengths are highly absorbed by many materials, leading to qualitative and quantitative advantages to welding metals. Shown is NUBURU’s AO-150. Courtesy of of NUBURU.
These attributes make them well-suited for many cutting and welding tasks. But among established options, CO2 lasers operate at 10.6 µm, while fiber lasers emit radiation at wavelengths around 1 µm. These wavelengths aren’t particularly well-matched to a number of industrial applications.
However, a new generation of high-power lasers emitting at 450 nm leverages the fundamental physical advantages of blue light to provide enhanced performance in a number of industrial applications.
Low absorption of copper
Welding is an application where the precision and flexibility of lasers provide a distinct advantage over alternative joining methods. Welding lasers deliver high power density, which melts the target material in a limited area, creating precise joints and limiting the extent of the heat-affected zone, where material properties can be compromised. Unfortunately, these advantages are offset to some degree by the poor optical absorption in many common materials, especially metals. For example, copper absorbs only 5 percent of incident radiation in the neighborhood of the 1080-nm wavelength typical for fiber lasers.
Blue lasers are capable of conduction mode welding, the result of a consistent interaction between the welding laser and the copper — something impossible to achieve with an IR laser. Courtesy of of NUBURU.
Operationally, the low absorption means a significant amount of extra laser energy is required to create the melt pool. This limits IR laser welding to keyhole mode, where the melt pool extends right through the target material. Once the melt pool is created, however, the absorption becomes higher, leading to an extremely narrow process window in which optical power and weld speed must be delicately balanced. Even then, the melt pool is inherently unstable. That is, localized instantaneous evaporation creates tiny explosions within the keyhole weld. The result is spatter — the ejection of particulates from the weld1. By changing the operational parameters — for example, wobbling, moving the laser in nonlinear exposure patterns — it’s possible to decrease (although not eliminate) the severity of these problems, but that also diminishes the weld speed. Those issues all arise because of the low absorption, a problem automatically solved by moving to blue wavelengths.

The same consistency leads to spatter-free blue laser keyhole welding. Magnification: ×200. Courtesy of of NUBURU.
In the blue — around 450 nm — copper absorbs about 65 percent of incident light. High-power blue lasers leverage the advantage inherent in the physics of that higher energy absorption. Intrinsically higher absorption leads directly to a much wider process window and opens the possibility for strict deterministic control over weld characteristics. Blue lasers can weld both in keyhole mode and the more versatile conduction mode, and they achieve spatter-free welding in all operational modes. In addition to those qualitative advantages, blue laser copper welding also provides the quantitative benefit of significantly faster welding speeds, at least 5× faster than its IR counterpart.
The advantage extends to many metals other than copper. In fact, blue lasers have demonstrated those same qualitative and quantitative advantages for the notoriously difficult problem of welding dissimilar metals. Many electronics applications have a need to join both copper to stainless steel and copper to aluminum. Dissimilar metals absorb light differently, and they also melt at different temperatures. Once again, the higher absorption at blue wavelengths provides much tighter control over the process parameters, allowing the weld characteristics to be tailored to the weld of interest. A common problem with welding dissimilar metals is the formation of intermetallics — small, localized regions of varying alloy composition, often exhibiting degraded mechanical and electrical characteristics. Blue laser welding minimizes the formation of intermetallics, adding one more qualitative advantage over IR welding.
Physics of absorption
The advantages of blue laser welding stem from the fundamental physics of absorption. Those inherent advantages could have been leveraged by any blue laser offering sufficient optical power to be productive. The missing piece had been the key technologies needed to make high-power blue lasers feasible, such as the availability of reliable blue-emitting gallium nitride (GN) diodes and precision-engineered collimating and combining optics.
The higher absorption at blue wavelengths provides much tighter control over the process parameters, allowing the weld characteristics to be tailored to the weld of interest.
Diode lasers have offered an unmatched combination of simple operation and compact size since their invention in 19622. Laser diode power is constrained by the size of the active area, so they are essentially limited to relatively low output power. That limitation can be overcome by combining the outputs of many individual diodes, creating a synthesized high-power laser output. Inspired by methods developed with IR direct diode lasers and leveraging technological advances linked to solid-state lighting and related technologies, engineers designed a system that integrates the output of blue diode laser modules to create a high-quality, high-power, high-brightness, fiber-coupled laser suitable for industrial applications. The output beams are conditioned with a combination of fast-axis and slow-axis collimator micro-optics in conjunction with traditional, aspheric, and polarizing macro-optics. The resulting single beam is coupled into a 200-µm core optical fiber. The optical efficiency, including both coupling and transmission losses, is nearly 95 percent.
Lithium ion batteries achieve high energy density by layering multiple thin copper and aluminum sheets next to one another. To create a cell, individual sheet electrodes are joined at leads and tabs, and then the tabs are joined to create a module. The modules are then connected through busbars to produce a pack. All those connections can be done faster and more consistently with blue laser welding than with alternatives such as ultrasonic or IR fiber laser welding. This is one place where spatter-free welding is particularly important, as contamination — an undesirable byproduct of both ultrasonic and IR welding — can rapidly degrade battery performance.

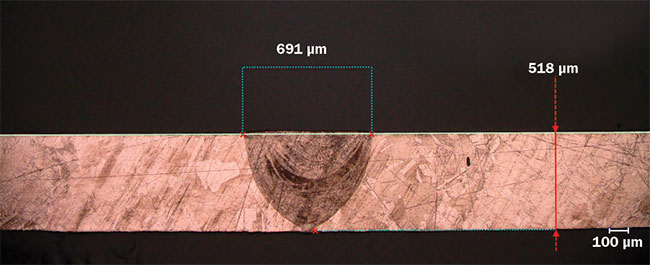
Blue laser welding of thin copper foils reliably produces defect-free welds, as shown in this image of the welding joint for 40 10-µm-thick foils. Courtesy of of NUBURU.
Speed and weld quality are equally important for other consumer electronic applications. Although copper remains the typical conductor of choice, there are many consumer products where copper must be connected to aluminum or even stainless steel. Welding dissimilar materials often results in the creation of intermetallics — regions of varying composition and structure. Formation of intermetallics degrades the quality of electrical contacts and the mechanical strength of the joint, so this is another application where the fundamental advantage of better blue light absorption provides qualitative and quantitative benefits over incumbent technologies.
Blue lasers are suitable for a wealth of electronic applications — cellphone, tablet, and computer fabrication — any in which copper is a dominant component. Blue lasers have demonstrated advantages for welding copper, stainless steel, and aluminum. In fact, blue lasers are appropriate for any application where thin metals need to be reliably and rapidly joined with low to no defects.
Other applications also profit from higher material absorption at blue wavelengths. For example, blue lasers can improve the build rate for additive manufacturing for both powder bed and laser metal deposition processes. Depending on the materials, this can lead to a speed increase of 3 to 10×.
Blue light has another intrinsic physical characteristic that leads directly to performance advantages — small focus spot size. For additive manufacturing, this advantage presents itself in two complementary ways. First, for a given optical system, the focused spot with 450-nm light is less than half of what it is for 1080-nm light. The feature size in the finished part depends upon the spot size, so finer resolution is possible with blue light. Second, if the resolution at IR wavelengths is acceptable, that same resolution can be supplied with a blue laser, but for an area 4× as large. The potential fabrication quality and speed advantages are obvious.
Wild blue yonder
As with any new technology, applications follow availability: The high-power blue laser is here, and new applications are sure to follow. This is particularly true for the blue laser, because its advantages are linked to basic physical characteristics. That is, absorption at blue wavelengths, for example, is linked to the physical interaction of blue light with specific materials, and it can’t be duplicated arbitrarily at other wavelengths. Now that a convenient, reliable, high-power blue laser source is commercially available, new capabilities are open for exploration.
Early adopters of blue lasers have seen the qualitative and quantitative advantages possible with high-power blue laser materials processing. Internal testing of next-generation systems points to faster processing speeds with applicability to thicker materials.
Meet the authors
Jean-Michel Pelaprat is a co-founder of NUBURU Inc. He has a physics degree from Montpellier University in France; email: [email protected]. Mathew Finuf oversees the application development group at NUBURU. He has a B.S. in mechanical engineering from the University of Missouri, Columbia. Robert Fritz is an applications engineer at NUBURU. He has a B.S. degree in engineering technology from the University of Central Missouri. Mark Zediker is a co-founder of NUBURU Inc. He has a B.S. in engineering physics, and an M.S. and Ph.D. in nuclear and plasma engineering from the University of Illinois at Urbana-Champaign.
References
1. Amada Miyachi America Corporation (2016). Laser Welding Fundamentals.
2. H. Nasim and Y. Jamil (2014). Diode lasers: from laboratory to industry. Opt Laser Technol, Vol. 56, pp. 211-222. doi:10.1016/j.optlastec.2013.08.012.
/Buyers_Guide/Nuburu_Inc/c31283
Published: September 2018
Nuburublue lasercopper weldingFeatures