HOLLY O'DELL, CONTRIBUTING EDITOR
While a crooked painting in your office would certainly catch your notice, a car door askew by less than a millimeter probably wouldn’t. And yet for today’s automotive manufacturers, aesthetics is a primary concern. That’s why the Fiat Chrysler Automobile (FCA US) Brampton Assembly plant in Ontario, Canada, installed a new Cognex Corp. gap and flush inspection system.
The system measures and inspects fit and alignment between two surfaces. During final assembly verification, automakers check that a car’s panels are joined correctly and adhere to strict dimensional specifications. Doors must lie flush with one another so they do not pinch near the base. To pass inspection, vehicles must meet the prescribed tolerances after highly accurate gauging of critical gaps and clearances.
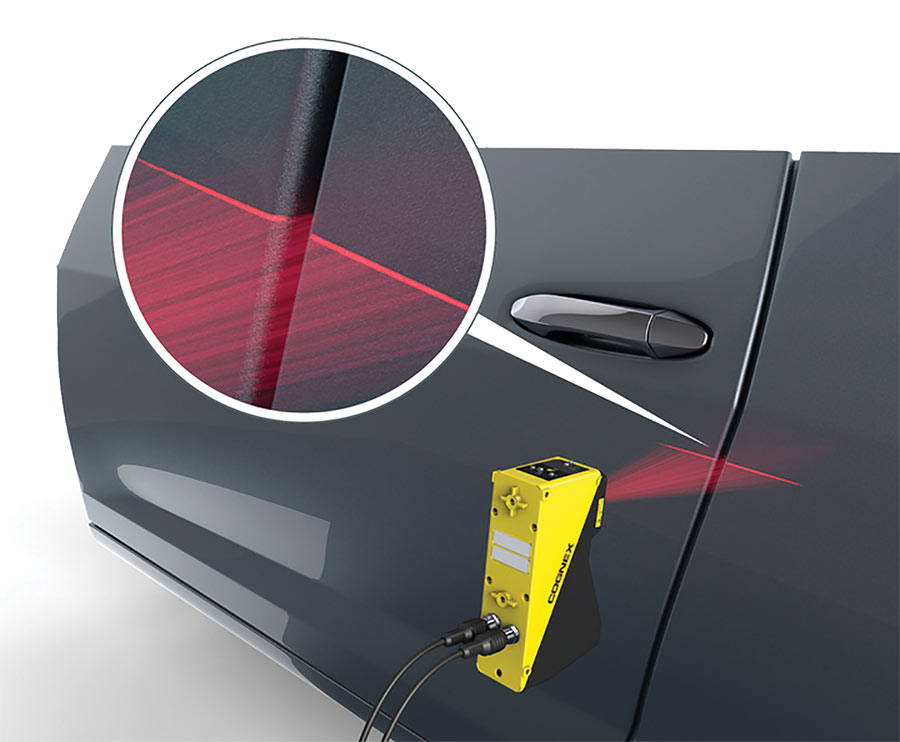
Two In-Sight VC200 machine vision cameras from Cognex verify proper gap measurements on Chrysler and Dodge vehicles, while four laser profilers confirm that doors and body panels are on
the same plane. Courtesy of Cognex.
At the FCA facility, Cognex deployed four DS1300 laser profilers to verify proper measurements between door and fender panels on the Brampton-built Chrysler 300, Dodge Challenger, and Dodge Charger. The gap and flush inspection system was installed directly following the door assembly station on the production line. Its job was to verify that the gap between doors and panels was consistent and within 0.2 mm of the specification, and that the doors were flush or planar with neighboring panels within 0.3 mm.
Here’s how it works: An encoder connected to a Rockwell Automation
programmable logic controller (PLC) tracks each vehicle frame as it travels down the production line. The gap and flush system adjusts its operation
based on the body style and whether there are two or four doors.
When the PLC determines that a particular model is within one inch of
the target area, it triggers the four Cognex DS1300 laser profilers — two on either side of the vehicle — through a pair of In-Sight VC200 machine vision controllers. Each DS1300 laser profiler collects a 2D profile of the door, one at the top and the other near the bottom, and every profile gathers data on the leading and trailing edges of each door.
“If it were merely door ‘gap’ measurements that we needed, we could have solved this application using In-Sight smart cameras. But the ‘flush’ part of this system requires that the doors and body panels be on the same plane,” said Ryan Hart, technical sales representative for Cognex. “Our profiler
gives us the ability to measure to high
accuracy on the Z axis, which confirms
that both body panels are on the same
plane, or indicates if there are subtle
differences between them that are
out of tolerance.”
The DS1300 model has a long measurement range, which removes the risk of any inspection systems scratching the vehicle, and eliminates any possible “pinch point” safety hazard. In addition, guarding systems and system design discourages workers from trying to pass between the profiler measurement system and the automobile body.
The VC200 controller stores the most recent 5000 gap and flush measurements, permitting FCA engineers to download the data and make sure the
door placement keeps within a standard correlation as a performance check on the upstream door assembly
equipment. These gap and flush measurements are also recorded against
vehicle history in the FCA performance
feedback system, allowing easy correlation for reference.
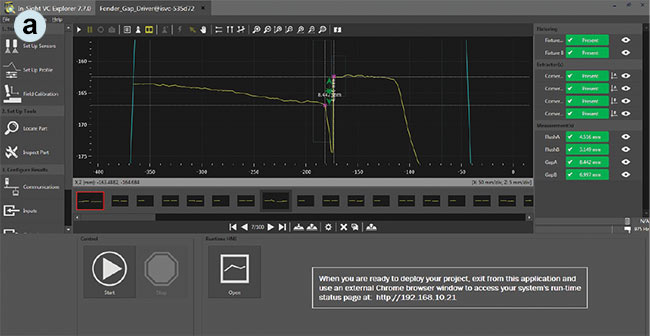
The DS1300 laser profiler software shows the results of a nonflush part (a). Courtesy of Cognex.
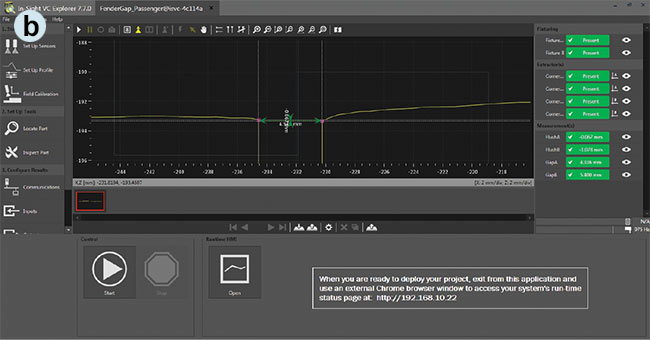
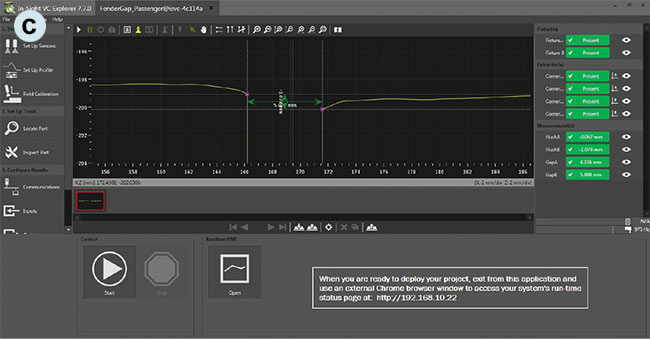
Gap measurements within the appropriate tolerances (b, c). Courtesy of Cognex.
Prior to the system’s installation,
gap and flush checks were performed by batch, rather than by 100% in-line inspection. As a result, the potential existed for vehicles to pass through the line with unacceptable door geometries, requiring more resources to identify and correct errors later on.
“The gap and flush inspection was previously done manually, meaning that there was a risk of scratching the vehicle with contact gauge tools,” Hart said. “It was time-consuming, and
there was no guarantee that the measurement was taken at the exact same
point from one vehicle to the next. Now
they have a simple, accurate, noncontact solution.”
The new system provides the means to verify 100% compliance in door and fender panel position prior to the painting station and eventual rollout to the showroom floor.