Using molded aspheres can be a cost-effective way to improve the performance and reduce the size and weight of optical systems.
John Deegan, Rochester Precision Optics
In the early 1970s, Eastman Kodak developed precision glass-molding technology to make 3- to 10-mm-diameter aspheric glass elements for lens systems being designed for cameras that contained film on a disc instead of on a roll. The lens systems had to be small enough to fit the package constraints supported by the cameras’ distinct film format, and the molding process gave the company a clear advantage in this camera market in the 1980s.
In the early 1990s, the molding technology was adapted to mass-produce laser collimators and aspheric lenses for larger lens systems, from 2 to 60 mm in diameter. This adaptation benefited the optical designers, enabling them to obtain high-volume molded aspheric lenses for lens designs that featured multiple aspheric elements. This innovation also allowed Kodak to further develop the molding process and to offer glass-molded aspheres to external customers.
Less expensive lenses
Aspheric lenses can reduce the size and weight of optical assemblies and help eliminate spherical aberration problems (Figure 1). Historically, however, lens designers and optical engineers have preferred to continue to use spherical optics because of the high cost of manufacturing aspheric elements. A ground and polished aspheric element can cost between $500 and $1000 in small quantities, whereas spherical elements usually are available for less than $200 in the same quantity.
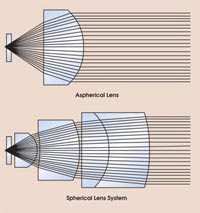
Figure 1. Molded aspheric lenses have advantages over spherical lenses; for example, they can reduce the size and weight of a lens system.
Another reason that aspheric lenses were not being used is that traditional methods of manufacturing them — including diamond turning, hand polishing, small pad zonal polishing and magnetorheological finishing polishing — require continuous surface evaluation and correction. This is a time-consuming iterative process, even with advances in modern computer numerically controlled deterministic grinders and polishers. It is not uncommon to have grinding and polishing run times of two to three hours per surface. Furthermore, traditional methods can produce varying degrees of surface deviations that would affect the overall performance of the lens.

Figure 2. Precision glass-molding machines heat and press preforms to form lenses.
Molded-lens technology emerged to provide a practical solution by producing high-quality aspheric lenses relatively quickly and at extremely competitive prices (usually less than $100). Tooling costs can be as little as $5000, which makes molded aspheres affordable at quantities of as few as 100 pieces. The manufacturing technique can produce large volumes of lenses with minimal surface deviations. Standard production times for aspheric molded lenses are in the range of eight to 15 minutes, and molded lenses yield excellent tool replication and minimal part-to-part variation.
Additionally, with the ability to produce multiple elements per molding cycle, this manufacturing technique can quickly overcome the limits in production volumes that are associated with the traditional aspheric manufacturing process.
Figure 3. Molded aspheric lenses come in a variety of shapes and sizes.
Molding glass
Rochester Precision Optics acquired the precision glass-molding technology from Kodak’s Optical Imaging Systems group in 2005, and today glass-molded lenses are used in applications such as imaging, laser pointing, medical devices, laser diode-to-fiber coupling and micro-optics, to name a few. These elements provide a proven alternative to traditional grinding and polishing manufacturing of rotationally symmetrical single- or biaspherical, and strong radius spherical lenses.
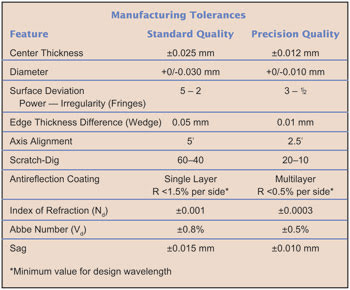
The precision glass-molding process is accomplished by heating (up to 900 °C) and press-forming optical-grade glass blanks (preforms) using ultraprecise tooling and molds. The technique allows standard- and precision-quality lenses to be made to meet specific design requirements (see table).
 The preforms must have an internal and external quality that is the same or better than is required for the finished lens. The molding process will not heal any imperfection on or in the blank, and its dimensions must be tightly maintained. Depending on the lens geometry, several preform shapes are used, including spherical (ball), near-spherical gob, plano-plano, planoconvex and biconvex blanks.
The preforms must have an internal and external quality that is the same or better than is required for the finished lens. The molding process will not heal any imperfection on or in the blank, and its dimensions must be tightly maintained. Depending on the lens geometry, several preform shapes are used, including spherical (ball), near-spherical gob, plano-plano, planoconvex and biconvex blanks.
The preforms, with the exception of the ball and gob shapes, must be manufactured using conventional grinding and polishing techniques. Ball preforms can be ground and polished or formed from molten glass, whereas gobs are extruded from molten glass.
As one might expect, a low-cost preform is most desirable in keeping manufacturing costs low. Unlike some other molding processes, the precision glass-molding process produces an optic that has a free-form edge, and, when needed, a secondary centering operation defines the finished diameter. These molded lenses can have spherical or aspherical surface designs or a combination.
With the exception of a few types, many varieties of glass can be used to manufacture molded optics, including ones that do not have a low transformation temperature (the temperature above which a glass changes from a solid to a plastic state).
After the lens is pressed, the process uses a relatively rapid cooling rate, which is important to reduce process cycle time and to increase efficiency. Molding above the transformation temperature and cooling (compared with a fine anneal cooling rate) rapidly produce an optic that retains a small amount of residual stress.
Thus, the glass exhibits a small index change compared with its final anneal state. The index drop is small (usually 0.002 to 0.006), but the optical design must be optimized to compensate for this change.
Re-annealing the lens usually is not cost-efficient because the index change requires only a small adjustment to one of the lens curves. Index-drop information is available for all the company’s moldable glasses and can be quickly determined for glasses not previously molded; as-molded index data for all current glasses are available for use with Zemax optical design software.
Our current technique for measuring glass index drop is performed with a Hilger-Chance refractometer, which uses index-matching fluid with indices ranging from 1.30 to 2.00 and wavelengths from 365 to 1014 nm. This test requires that the samples have a ground and polished 90° segment with a maximum side thickness of 0.5 in. This process can be expedited for measuring new glass types as needed.
In conclusion, designing with custom glass molded aspheres can improve performance, can reduce size and weight and can be very cost-effective. Designers now have the freedom to design with most glasses and have the opportunity to develop ideal solutions for their applications.
Meet the author
John Deegan is engineering manager at Rochester Precision Optics, West Henrietta, N.Y.; e-mail: [email protected].