The best features of diode-pumped, solid-state lasers — high-quality beams with short wavelengths — are combined with the pulse-tailoring capability of fiber lasers.
HERMAN CHUI AND RAJ PATEL, MKS SPECTRA-PHYSICS
Micromachining of fine features has become an integral part of high-volume manufacturing in markets as diverse as consumer electronics, medical devices and automotive. Tiny holes, fine cuts and narrow scribes are created with precision drills, saws, routers and, increasingly, lasers. The ubiquitous smartphone, for instance, contains thousands of components, incorporates millions of drilled holes and precisely cut parts, and is manufactured in quantities of billions of units a year.
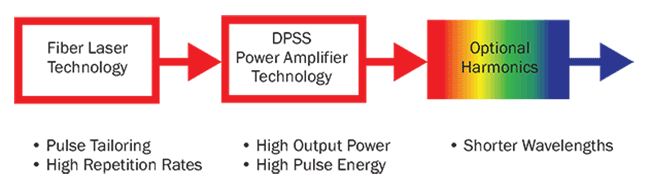
Figure 1. Conceptual schematic of a hybrid fiber laser. Courtesy of MKS Spectra-Physics.
Micromachining these fine features requires precision and quality, high throughput, and very low cost per machined feature. Mechanical techniques, such as drilling, milling, sawing and sandblasting, may result in acceptable quality and impart minimal heat damage; on the other hand, the size and consistency of features they create is often limited. Relative to mechanical and other techniques, lasers deliver much higher precision, smaller features and improved consistency with no tool wear.
However, simultaneously achieving the necessary combination of machining quality, throughput and cost has required major advances in laser technology, only achieved in recent years.
Quality, throughput and cost
One of the challenges for laser micromachining is removing only the desired material, usually through localized heating, while at the same time minimizing heating of and damage that is generally characterized as heat-affected zone, or HAZ, to any of the remaining material. Delivering near-perfect beam quality laser irradiation precisely to the target region is a necessary first step to achieving this desired result. Shorter wavelengths and shorter pulse widths are critical to achieving higher-quality results. Green and UV wavelengths, for example, are more readily absorbed in most materials, resulting in shallow absorption depths and significantly reduced HAZ. UV lasers also can be focused into tighter spots for smaller, more precisely machined features, and they have longer depth of focus for improved process yields. As for pulse widths, ultrashort pulses in the picosecond and femtosecond regime yield intense peak powers that result in nonlinear absorption at the sample for instantaneous material vaporization, very minimal heat deposition into the material and negligible HAZ — this is commonly referred to as a “cold ablation” process.
A second challenge for laser micromachining is achieving high machining throughput. Increased average output power can translate into higher ablation rates, but with certain limitations. In particular, laser fluences (defined as energy density, J/cm2) outside an optimal zone result in decreased material removal efficiency — excess fluence is partly deposited as heat into the material, causing a reduction in throughput and quality, while insufficient fluence results in reduced ablation rates. Thus, along with high average output powers, high repetition rates with sufficiently high pulse energies are necessary to optimally increase throughput, while maintaining machining quality. This is particularly true for ultrashort pulses — the intense peak powers require high repetition rates to deliver optimal fluence and stay within the desired cold ablation zone. Note that beyond some range of repetition rates, utilizing higher repetition rates requires advances elsewhere in the machine tool, including faster scanners and motion control. Spatial beam splitting and shaping can be utilized to maintain optimal fluence without scaling up repetition rate, but require significant additional system complexity.
One useful approach to improve both throughput and quality is tailoring of the pulse sequence, with pulse bursts and pulse shapes. With this approach, the time profile of the laser energy can be tailored and optimized for a particular material and its interaction with the laser light so that the incident energy can be applied almost entirely to material removal and not excess heating. As such, pulse tailoring is an additional “knob” for process optimization and can result in large gains in process throughput and quality.
Lastly, cost is a key criterion for micromachining. The cost increase from the laser process for each manufactured part is ultimately the most important figure. This figure includes amortization of the upfront laser cost, cost of operation, lost productivity from downtime, and process yield. Thus, in addition to the upfront laser cost, laser reliability is of critical importance as are serviceability and cost of service. Process yield losses also directly contribute to the total cost increase and can be minimized with high process stability over time for any particular laser and consistent performance laser to laser.
DPSS, fiber or both
To address these critical requirements, new laser technologies offer new capabilities. In particular, diode-pumped solid-state (DPSS) lasers have become the primary technology for micromachining, delivering excellent machining quality
by generating a high-quality beam with short wavelengths in the green and UV when combined with harmonic crystals as well as ultrashort pulses. In recent years, DPSS lasers have made significant strides in machining throughput with average power scaling upward as much as an order of magnitude across product categories from UV nanosecond to ultrashort pulse lasers. Similar dramatic improvements in DPSS laser cost and cost of ownership have also been made, with corresponding advances in reliability, stability and consistency.
Fiber lasers, on the other hand, have become the dominant technology for macro-processing and laser marking. For micromachining, fiber lasers have been widely adopted for less-demanding processes and materials that can utilize infrared wavelengths and longer pulse widths, while benefiting in some cases from fiber lasers’ ability for pulse tailoring and operating at higher repetition rates. However, fiber nonlinearities have, to date, made it difficult to achieve the shorter pulse widths, high pulse energies and shorter wavelengths needed for higher-quality micro-machining. R&D work is ongoing to reduce fiber nonlinearities including in the fields of large mode area and photonic crystal fibers.
One of the most recent approaches for micromachining lasers is to combine fiber and DPSS laser technologies. Hybrid fiber lasers can take advantage of the strengths of each individual technology, utilizing a fiber laser front end operating below the fiber nonlinearities for pulse tailoring capability and the ability to operate at high repetition rates (Figure 1). With a DPSS back end, hybrid fiber lasers can achieve high average powers, short pulse widths with high pulse energies, and short wavelengths. With these capabilities, hybrid fiber lasers can deliver both high machining quality and throughput. As an all-solid-state technology, hybrid fiber lasers can also be engineered for excellent reliability, consistency and cost.
Micromachining silicon, ceramics
To illustrate the result of laser technology developments, several applications demonstrate the capabilities of hybrid
fiber lasers and how they translate into advances in micromachining. The three cases below span nanosecond, picosecond and femtosecond pulse widths and their applications.
For high-speed, high-resolution color printing, ink jet print heads deliver ink through slots that are laser micro-
machined into a silicon wafer. A green q-switched nanosecond DPSS laser is historically the standard process to achieve the required high-volume, high-quality, low-cost manufacturing result. Silicon micromachining tests compared this baseline process with a high-power, nanosecond hybrid fiber laser operating in the green1. The baseline trench depth of 73 µm was achieved in a multiscan process with an effective average scribing speed of 30 mm/s. Pulse tailoring — possible with the hybrid fiber laser technology — was used to generate pulse bursts with varying pulse widths, sub-pulse count and separation. Results from the study (Figure 2) clearly show that much deeper trenches — as much as 2.7 times that of the baseline process — with excellent machining quality could be created by optimizing the hybrid fiber laser parameters and pulse tailoring.
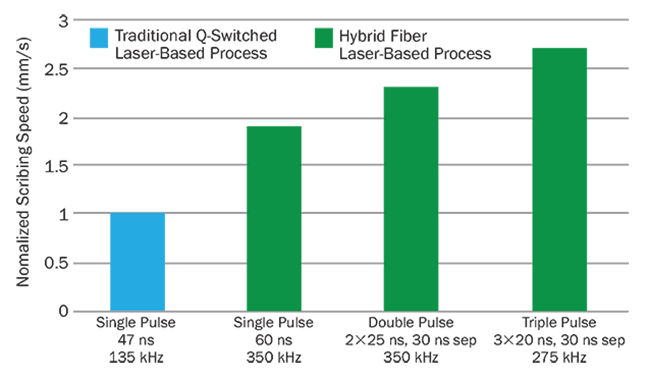
Figure 2. Scribing speed in silicon for MKS Spectra-Physic Quasar nanosecond hybrid fiber laser process (green) normalized to that for a traditional Q-switched laser (blue). Courtesy of MKS Spectra-Physics.
As a second example, we consider brittle materials such as glass, ceramics and crystals, which are historically difficult to machine with good quality and high throughput. Traditional mechanical processes are often problematic, especially for thinner materials, and are deliberately slowed to prevent severe cracking and chipping of the material. With a new high-power, versatile picosecond hybrid fiber laser, processes were developed for trepan hole cutting in 200-µm-thick Corning Willow glass, 150-µm sapphire, and 200-µm aluminum oxide (Al2O3) ceramic (Figure 3). For the glass sample, high throughput and quality were achieved with a 10-mm hole-cutting time of ~2.5 s and edge roughness of <1 µm. For sapphire, 5-mm-diameter disks were cut in ~1.5 s with sidewall roughness of ~1.5 µm; with some trade-off in throughput, sidewall roughness was reduced to 0.5 to 1.0 µm. For the ceramic material, 5-mm holes were cut in 0.8 s, equivalent to ~20 mm/s linear cutting speed, and without the darkening or debris deposition often seen when processing with longer pulse widths was observed.

Figure 3. Brittle materials — 200-µm-thick Corning Willow glass (left), 150-µm sapphire (center) and 200-µm alumina (right) — cut with MKS Spectra-Physic IceFyre picosecond hybrid fiber laser. Courtesy of MKS Spectra-Physics.
As a final example, engineers tested heat-sensitive polymer materials — 75-µm-thick polyimide and polyethylene (PET) polymer films (Figure 4) — that are increasingly utilized in applications such as medical device manufacturing and organic displays and electronics. Femtosecond lasers are an enabling technology for micromachining these materials since it is possible to create ultrafine structures with negligible thermal damage. A high-power femtosecond hybrid fiber laser with short <400-fs pulse widths, high >100-µJ pulse energies and >100-W average powers was used. By choosing the optimal process parameters, high cutting speeds of up to 800 mm/s for polyimide and 1200 mm/s for PET were achieved with very minimal HAZ.
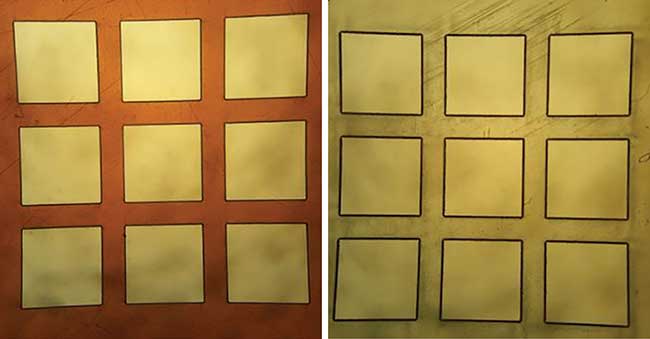
Figure 4. Polymer materials — 75-µm-thick polyimide (left) and 75-µm-thick PET (right) — cut with MKS Spectra-Physic’s Spirit 1030-100 high-power femtosecond hybrid fiber laser. Courtesy of MKS Spectra-Physics.
Enabled by advances in laser technologies, laser micromachining has become a critical mainstream process for high-volume manufacturing — addressing the key requirements for process quality, throughput and total cost. In particular, hybrid fiber lasers, by combining the strengths of DPSS and fiber laser technology, are an enabling development in laser technology for micromachining. For processes ranging from silicon trenching to brittle materials hole cutting and polymer cutting, high-speed, high-quality micromachining is possible with hybrid fiber lasers due to their high power, high energy, high repetition rate, short pulse width, short wavelength and flexible pulse tailoring capabilities.
Meet the authors
Herman Chui is senior director of product marketing at MKS Spectra-Physics; email: [email protected].
Rajesh Patel is director of applications engineering at MKS Spectra-Physics; email: [email protected].
Reference
1. R. Patel et al. (June 2014). Doubling silicon ablation process efficiency and improving quality using high power high repetition rate green laser with TimeShiftTM capability. Presented at LPM2014 — the 15th International Symposium on Laser Precision Microfabrication.