Federico Izzia, VIAVI Solutions Inc.
Laboratory analysis of in-process pharmaceutical materials has historically included many low-value-added steps, and yet it fails to consistently prevent waste. It is also disruptive to the manufacturing process. In this conventional methodology — commonly called “quality by testing” — raw materials, intermediates, and finished products are quarantined from production, sampled, and analyzed in a laboratory to ensure quality before they are released to the next manufacturing stage.
By contrast, in a quality-by-design environment, quality is ensured in-line at every stage, making routine laboratory analysis unnecessary. Raw materials are qualified immediately in the receiving area. Fluid bed dryers, granulators, and mixers continuously monitor moisture content and the particle size of intermediates. Blend uniformity is verified in real time. And tablet presses monitor the consistency of the powder flow before compression.
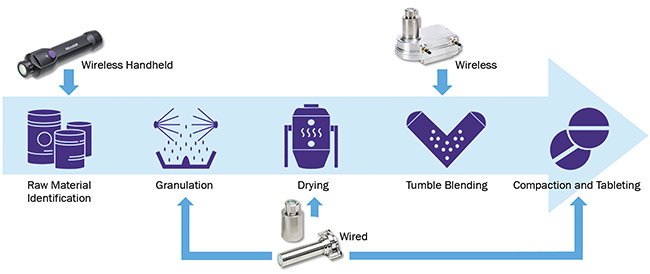
Fit-for-purpose NIR spectrometers offer benefits in every stage of a typical pharmaceutical manufacturing process. Courtesy of VIAVI Solutions.
Quality by design embodies a subset of lean manufacturing. As such, its implementation quickly recovers upfront costs through significant increases in productivity, throughput, and quality. Insights gained during development also enable the process engineer to more deeply understand process variability and to deploy a production process that is stable and fully optimized.
Near-infrared (NIR) spectroscopy is uniquely capable of supporting quality-by-design environments. NIR instruments designed to support process analytical technology (PAT) offer fit-for-purpose performance, fast analysis, easy integration with PAT software platforms, low cost of ownership, and optional international certifications for use in hazardous locations.
Not surprisingly, NIR spectrometers that are compatible with PAT are finding application in virtually every stage of today’s pharmaceutical manufacturing process.
Identifying raw materials
Raw material identification (RMID) is the first step — and a fundamental one — in a quality-by-design process implementation. Ensuring that materials used in the manufacturing process meet desired quality standards is essential to preventing potential failures in the finished product. Regulatory changes first introduced by the European Pharmacopoeia, before becoming applied globally, raised RMID requirements to include 100% of all materials. In the early phase, many industries adopted fiber-coupled benchtop NIR laboratory systems adapted for warehouse operation. More recently, however, miniaturization has enabled a new generation of NIR and Raman spectrometers to improve process flow while delivering ease of use and lowering the overall cost of ownership.
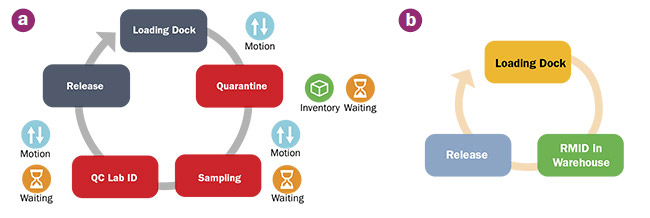
The miniaturization of spectrometric instrumentation has helped to streamline traditional raw material identification (RMID) processes (a) into a much more efficient cycle performed right in the manufacturing area (b). Courtesy of VIAVI Solutions.
No single instrument technology represents a total solution for the wide variety of materials and containers typically used in the pharmaceutical process. Most Raman systems are affected by fluorescence, which limits the number of materials they can measure. Some Raman systems use NIR excitation lasers to minimize fluorescence, and/or they apply proprietary optical designs that allow them to sample through thick plastic containers. Regardless of the instrument used, Raman spectroscopy cannot characterize properties such as moisture content and particle size. When these properties are critical for the manufacturing process, laboratory analysis is still necessary.
NIR spectroscopy, in contrast, is sensitive to both moisture content and particle size and is unaffected by fluorescence. Hence, it represents either a complement to Raman analysis or, in many cases, a suitable material qualification tool by itself.
API crystallization
Using NIR spectroscopy to monitor the dynamics of active pharmaceutical ingredient (API) synthesis in production vessels can optimize production costs and improve yield. Such online monitoring also reduces the need for laboratory analysis, and it reduces cycle time. A secondary advantage is the capability to detect process anomalies, take corrective
and preventive actions, and possibly reduce the waste of materials and time.
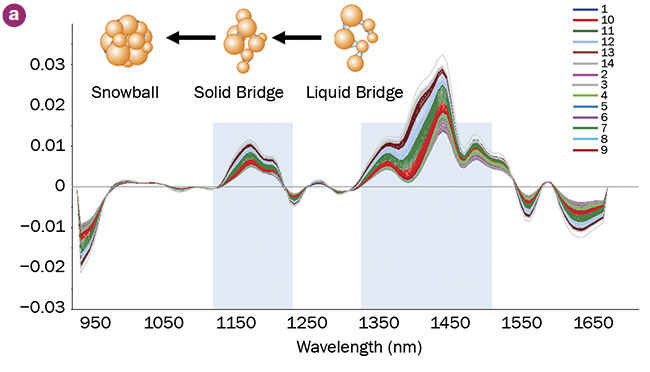
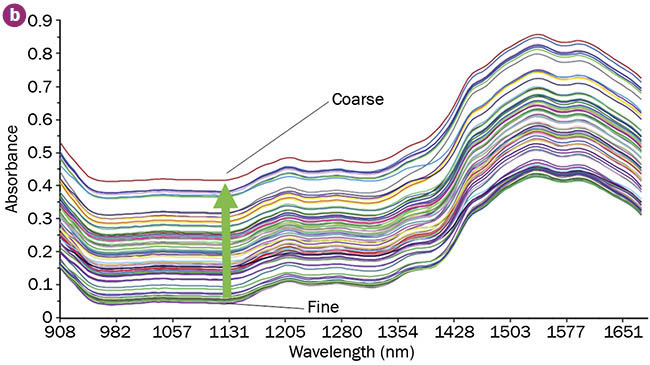
NIR spectroscopy is sensitive to variations of moisture content and particle size, which makes it an excellent tool for continuously monitoring intermediates in granulation and drying. Moisture variations are observed as changes at specific wavelengths (a), while particle size variations are reflected by baseline shifts (b). Courtesy of VIAVI Solutions.
Unlike traditional benchtop instruments, the latest generation of PAT-optimized NIR spectrometers delivers rapid analysis and high signal to noise based on a typical 100 averaged scans per second. This level of performance is adequate for most chemometric model applications.
The absence of moving parts, misalignment-prone free-space optics, and fiber optics minimizes the cost of ownership. At the same time, compliance with hazardous location regulations — such as the European Union’s ATEX Directive, the U.S. National Electrical Code, and the international IECEx standard — makes real-time API crystallization monitoring cost-effective and safe.
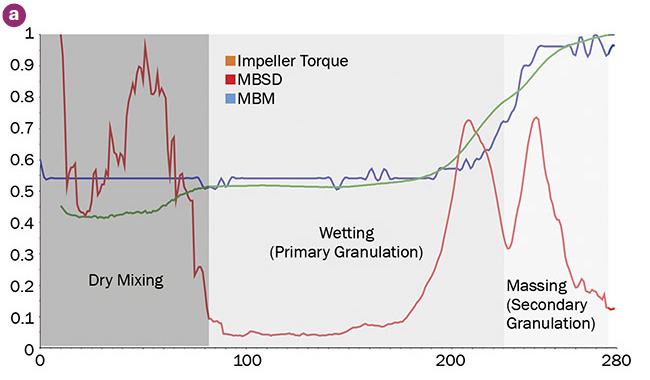
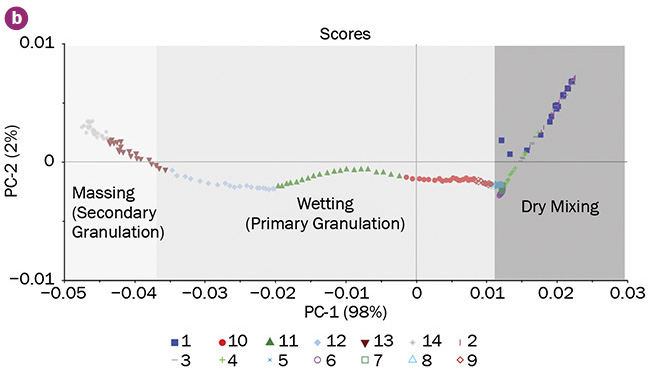

Unsupervised in-line analytical methods, such as moving block standard deviation (MBSD) and principal component analysis (PCA), require no prior calibration, and they provide a clear view of process dynamics. The NIR spectra standard deviation plot further explains the equipment torque variations throughout the process (a), while the PCA scores plot shows the relation between NIR spectra principal components over time — typically, the first and second principal components describe over 90% of spectral dynamics (b). When no further blending occurs, PCA scores superimpose, indicating that the end point has been reached. MBM: moving block mean. Courtesy of VIAVI Solutions.
Granulation and drying
Fluid bed dryers, granulators, and mixers commonly provide readouts of air and product temperature, air humidity, and torque. However, they do not measure moisture content and particle size of the intermediate.
Since NIR spectroscopy is very sensitive to moisture and particle size, its integration in dryers and high-shear mixers provides a measure of the dynamics underway during dry mixing, primary and massing granulation, and end-point definition. The result is improved process consistency.
Supervised chemometric modeling — for example, partial least squares regression — provides moisture and particle size values, with prediction error often comparable to loss on drying (commonly called LOD) and particle size analysis. However, these values require prior development of calibration models specific to each intermediate. These “supervised” calibration models are built using NIR spectra, primary method lab analysis such as liquid chromatography, and multivariate mathematical modeling to create a prediction based on the correlation between NIR spectroscopy and lab results.
The alternative approach is to use unsupervised methods (without need for calibration) such as moving block standard deviation and principal component analysis. These methods do not depend on primary method lab analysis, and they build the prediction based only on how NIR spectral variation corresponds to process evolution. Unsupervised approaches do not provide concentration or median diameter values. Instead they use spectral variation over time to reflect changing process dynamics. Once the dynamics are well understood and repeatable, the desired end point and acceptable limits can be set based on the corresponding spectral variation. The result is lower cost associated with laboratory analysis, batch-to-batch consistency, and faster cycle time.
Tumble blending
The assessment of blend uniformity
by means of thief sampling is a time-consuming, potentially hazardous procedure that has also been shown to be somewhat inaccurate1. Today, several pharmaceutical industries instead use real-time NIR spectroscopy for blend uniformity studies in R&D and for monitoring in production. The same unsupervised methods employed to monitor granulation and drying processes — that is, moving block standard deviation and principal component analysis — can also determine the end point in tumble blending as a function of blender fill fraction, speed, loading sequence, and blender size. Once deployed to production, spectrometric monitoring minimizes the need for systematic thief sampling and laboratory analysis. It also protects operators from exposure to high-potency APIs and detects possible anomalies. NIR monitoring can also reveal that the processing time in use is excessively long, which creates potential opportunities to increase throughput and lower expenses for capital equipment and floor space.
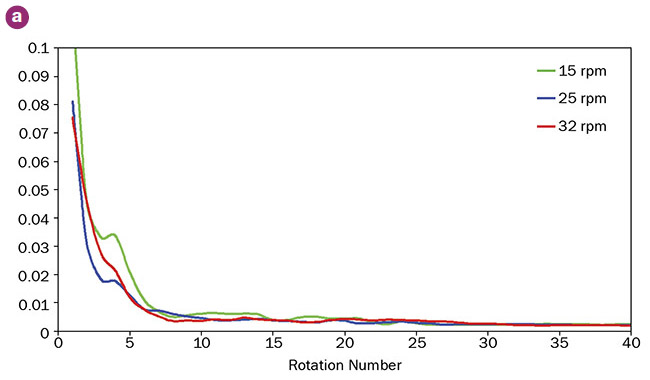
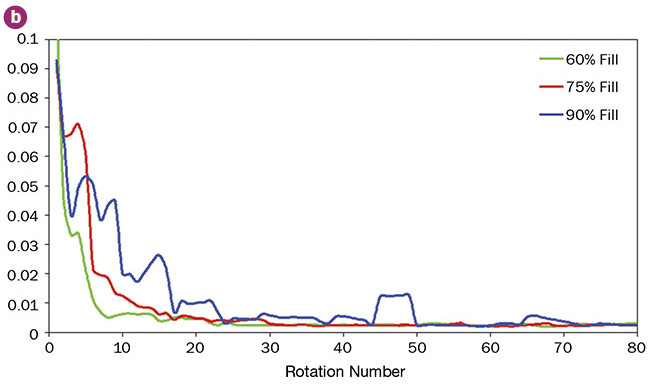
NIR spectroscopy reveals the dynamics of tumble blending as a function of rotation speed (a) and filling fraction (b). Once a desired end point has been defined and achieved, the instrument can trigger the blender to stop, and thereby avoid over-processing. Courtesy of VIAVI Solutions.
Tableting
Tablet sticking and delamination present two costly problems for pharmaceutical producers, because out-of-specification tablets can lead to significant material waste or, in extreme cases, product recalls. Sticking or filming can arise from the imprecise addition of excipients or from errors in the granulation process, while delamination is typically caused by airborne fines, trapped air between particles, or inadequate moisture in the powder blend. Limiting the propagation
of such physical defects requires root cause analysis and corrective and preventive actions.
Mounting a PAT-enabled NIR spectrometer on the feed frame or chute of the tablet press can detect an out-of-specification blend before the material reaches the compression stage, thereby improving overall process efficiency.
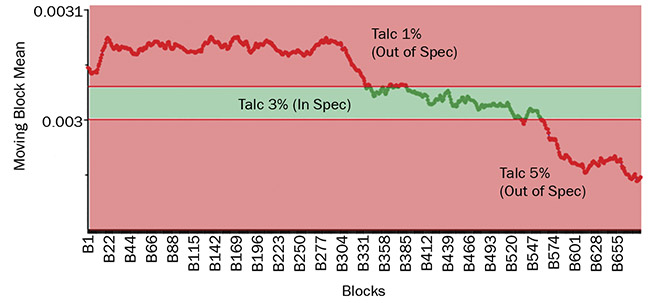
By using unsupervised models to monitor the powder flow feeding a tablet press, NIR spectroscopy can ensure consistent tablet composition before the compression step and also reveal out-of-specification material formulations, triggering the tablet press to stop. Courtesy of VIAVI Solutions.
Unlike tumble blending, in which materials are not immediately homogeneously distributed, the powder flow feeding the tablet press is expected to be uniform and to exhibit relative concentrations of the ingredients within the normal operating region. This offers the option to apply supervised chemometric models, such as partial least squares regression, to measure the concentration of the API and other ingredients of the powder flow. However, even unsupervised methods can provide the ability to detect anomalies and minimize waste by standard deviation and principal component trend charts and acceptance limits.
Conclusions
Conventional quality-by-testing methods can slow time to market and complicate process optimization for pharmaceutical, nutraceutical, and other manufacturing operations. In contrast, quality-by-design methods represent a significant opportunity to improve efficiency via lean manufacturing processes, and they are mandatory for continuous manufacturing implementations.
Engineered to be rugged, stable, and fast analysis tools that offer a low cost of ownership, modern PAT-compatible NIR spectrometers represent a key element in many quality-by-design implementations in the pharmaceutical industry. They allow plant engineers to accelerate process development, optimize manufacturing cycle time, enhance product consistency, and reduce costs.
Reference
1. Kim H. Esbensen et al. (2016). Adequacy and verifiability of pharmaceutical mixtures and dose units by variographic analysis (theory of sampling) — a call for a regulatory paradigm shift. Int J Pharm, Vol. 499, pp. 156-174.