Expanding the laser beam diameter reduces risks to the optical system, but as aspherical lens diameters increase, so do the fabricating and coating challenges.
PIM MESSELINK AND SHAWN SCARFO, EDMUND OPTICS
Laser system output power is constantly increasing. The maximum attainable peak power of laser pulses has increased by a factor of about 1000 every 10 years1. This pace of progress is similar to the rapid advancements in integrated circuits described by Moore’s law. Developments in optical coating, cleaning, and polishing technology enable optical manufacturers to fabricate components that can be
used with high-power lasers, but high-power laser applications stretch — and often exceed — the limits of coating technologies.
An alternative approach is to expand the laser beam diameter, spreading out
the high-power light over a larger area. This reduces the likelihood of laser-induced damage to the optics but requires an increase in the size of optics used in the laser system. Aspheric lenses (Figure 1) are often used to minimize the size
of the focused spot, but fabrication challenges increase with asphere diameter. Understanding the challenges helps
engineers to manage costs and delivery time.

Figure 1. Large-diameter aspheric lenses help to reduce the likelihood of laser-induced damage when focusing high-power lasers because the radiation is spread over a larger area. Mug added for scale. Courtesy of Edmund Optics.
Increasing laser powers
The output energy of available pulsed
lasers has grown from 100 mJ to 2 MJ over the last 50 years, and the strongest laser systems are now achieving petawatts of power1,2. Although most laser systems operate at powers far less than the outliers at national laboratories, these values illustrate the general trend toward higher powers (Figure 2). Common applications such as laser materials processing and medical lasers also constantly push available laser powers.
Optical coating technology has greatly advanced over the years as well, but not at the same pace as increasing laser powers2. This is why expanding the diameter of laser beams also has a place in reducing the likelihood of laser-induced damage. Expanding the beam diameter decreases divergence and allows the beam to be focused to a smaller final spot. Advancements in optical coating technology over the years include improved control and monitoring of coating layer thickness, process improvements to reduce the stress in coating layers, and post-treatment processes.
Fabricating large aspheres
Aspheric lenses minimize spherical aberrations, improve performance, and reduce the number of optical elements in a system. In particular, they facilitate laser focusing, and large aspheres — generally on the order of 200 mm in diameter — can minimize a system’s energy density. Lenses this large are mainly used by specialized high-power laser laboratories because other applications, such as medical devices, require portability. However, industrial applications are migrating
to larger optics as their required laser powers increase.
“Very large” aspheres are lenses too large for one person to carry. Moving them requires mechanical supports that add complexity and upfront planning in fabrication, metrology, and system integration. These types of lenses are beyond the scope of this article.
Fabricating large aspheres and other optics requires thoughtful consideration of factors that are less relevant for smaller optics. An optical manufacturer can help weigh these considerations to ensure production and delivery of lenses in the required sizes and quality without unnecessary increases in costs or lead times.
Weight limits
The computer numerical control (CNC) machines used to grind and polish aspheres have a maximum weight limit. The processes of spinning and translating the lens are dependent on motor torque. For particularly large and heavy optics, the machines may need to be specifically calibrated, which can add additional cost and lead time. When calibrating machines for a certain weight, it is also important to recognize that lens blanks are typically bonded to metal carriers during asphere manufacturing. These carriers add additional size and weight.
Polishing the full diameter
The CNC machines must also be able to handle the full dimensions of large aspheres. Many CNC machines conveniently describe their range of motion in their title — for example, CNC100, CNC200, and CNC300 indicate ranges of motion of 100, 200, and 300 mm, respectively.
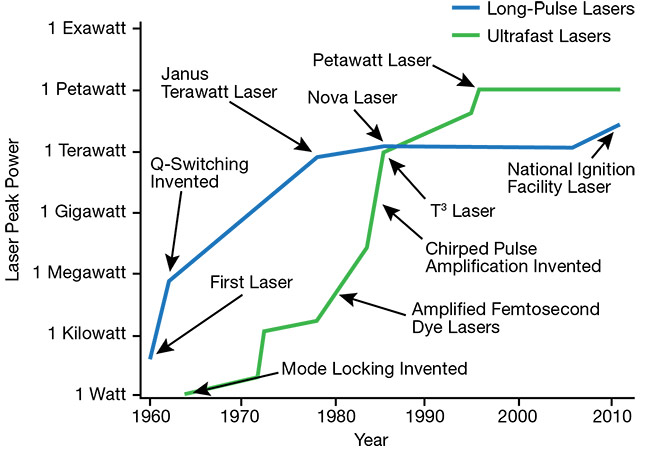
Figure 2. The maximum peak powers available for long-pulse and ultrafast lasers have increased over time. Courtesy of Reference 1.
The range of motion gives an indication of the maximum diameter of a lens that can be manufactured, but the exact range of motion needed for a certain diameter is determined by the lens shape and the machines’ kinematics.
For example, assume that a polishing tool is moved from one side of a lens to the other side, while the orientation of the tool is maintained normal to the surface. The distance that the tool moves horizontally is greater for a convex lens than for a concave lens because the tool must move past the edges of the lens to fully polish to the edges of the surface (Figure 3).
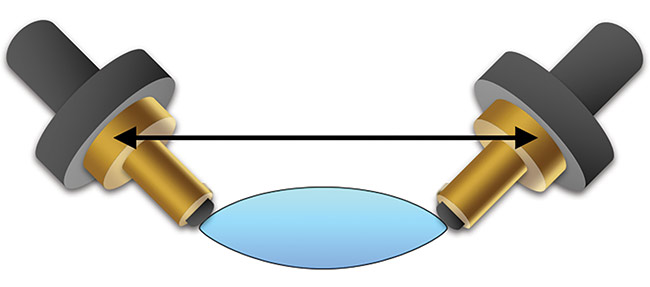
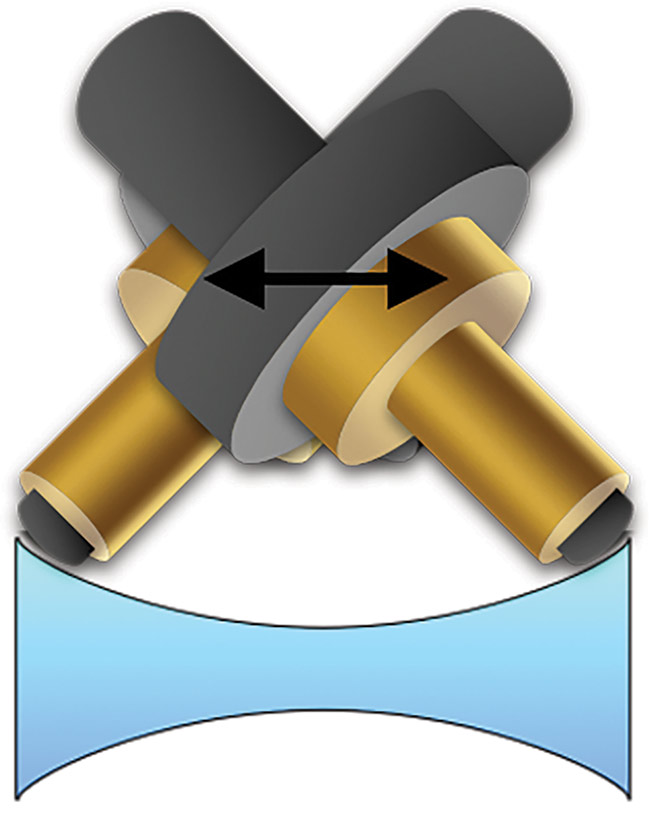
Figure 3. To fully shape the edges of a convex lens, the range of motion for a computer numerical control (CNC) aspheric grinding and polishing machine must be greater than the diameter of the lens. The range of motion requirement is larger for convex lenses (top) than for concave lenses (bottom). Courtesy of Edmund Optics.
Some process parameters can be manipulated to slightly increase the diameter that can be processed, but these changes may reduce the polishing quality or increase the process time, and therefore lead time and cost. For example, keeping the tool vertical and not maintaining the tool normal reduces the range of motion required, but it decreases polishing uniformity and may lead to form errors.
Measuring sagittal height
Larger diameter lenses also introduce unique considerations for measuring the lens surfaces.
Aspheric surfaces are often measured in between polishing steps using a tactile profilometer. As the lens diameter increases, the sagittal height (thickness of the curved surface) also increases. The exact relationship between these parameters depends on the design of the aspheric surface. The height of the profilometer stylus may become a limiting factor as the sagittal height increases. The stylus may not be able to completely trace the full aspheric surface if the horizontal connection to the stylus contacts the vertex of the lens.
Concave aspheric surfaces have similar limits for reaching the lens vertex. Increasing the height of the stylus may decrease the accuracy of the measurement because of added weight, flexibility, and instability. Less accurate in-process measurements may reduce manufacturing yields, thereby increasing cost and lead time.
Inspecting surface quality
It logically follows that the number of surface imperfections on an optic increases as the size of the optic increases. Both ISO and MIL-SPEC (military specification) surface quality tolerances describe the number and size of imperfections, so it is more difficult to achieve high surface quality specifications for large aspheres and other optics. Bigger optical components are also more difficult to handle and are more likely to have defects introduced because of improper handling. Surface quality specifications for optics of this size may need to be relaxed, but it is important to note that the density of defects on a large optic may be significantly lower than the density on a smaller optic with the same surface quality specification. The specific application can be discussed with an optical component supplier to optimize surface quality for maximum performance without costly overspecification.
Coating considerations
Earlier it was mentioned that increasing the diameter of an asphere typically increases its sagittal height. This also makes coating the lens more difficult, as
it is challenging to deposit a coating
uniformly across a lens surface where
the vertex and edge heights are significantly different. The resulting coating
is often thicker in the center and thinner at the edges (Figure 4). For a flat optic, the vapor stream of coating atoms has a flat, uniform thickness. However, the
conservation of mass demands that the coating across an asphere with a large sagittal height becomes thinner at the edges because the surface area of curved surfaces is greater than that of flat surfaces of an identical diameter. The coating thickness at the vertex will be the same
as it would be for a flat optic.
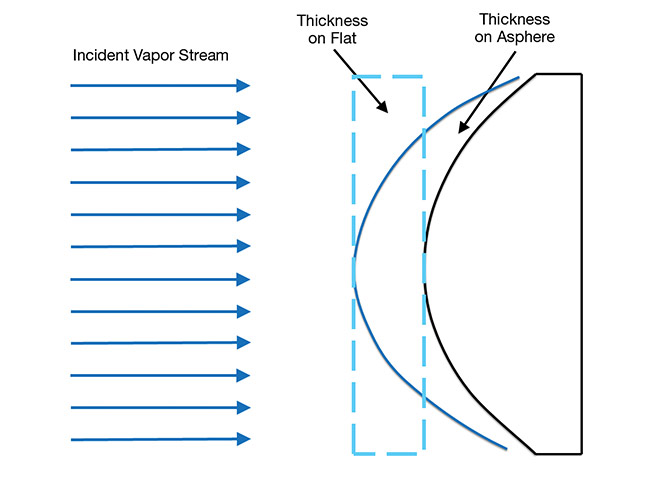
Figure 4. Coatings on curved surfaces are thinner on the edges than in the center, which may alter spectral performance. The larger the lens, the stronger the effect of this phenomenon. Courtesy of Edmund Optics.
These thickness differences can shift the spectral performance of the coating
and cause unwanted reflections, reducing light throughput in the desired waveband. Creative coating design can minimize these effects, but doing so adds additional complexity and cost. This trade-off
is often justified for highly sensitive
systems in which a decrease in throughput reduces signal measurements below the application’s noise floor and for high-power systems in which unwanted reflections can be dangerous.
Managing future applications
Moving to larger-diameter lenses can help minimize energy and power density, as well as reduce the risk of laser-induced damage in a system. However, fabricating and measuring large aspheres requires considerations beyond those of smaller optics. With proper planning and design, the resulting optical systems will pave
the way for even higher-power laser
applications. Sometimes bigger truly is better.
Meet the authors
Pim Messelink is director of technology at
Edmund Optics in Singapore. He leads research on optical manufacturing process improvement. His current work focuses on aspheric lenses and freeform optical surfaces; email: [email protected].
Shawn Scarfo is product line manager at Edmund Optics in New Jersey. He is responsible for lenses and mirrors, with a focus on developing and launching new aspheric lens designs; email: [email protected].
References
1. T. Ditmire (2010). High-power lasers.
Am Sci, Vol. 98, No. 5, www.americanscientist.org/article/high-power-lasers.
2. Y. Michine and H. Yoneda (2020). Ultra high damage threshold optics for high power lasers. Commun Phys, Vol. 3, No. 24,
www.doi.org/10.1038/s42005-020-0286-6.