Szabolcs Beke and Fernando Brandi, Italian Institute of Technology
A new method will advance stereolithography from the rapid prototyping arena to the actual production of 3-D biodegradable scaffolds, and will enable efficient translation of this technology to clinical applications.
Biomaterials science encompasses elements of medicine, biology, physics, chemistry, tissue engineering and materials science. Tissue engineering has been a rapidly expanding interdisciplinary field, with the goal of growing tissues or organs directly on controlled 3-D environments called scaffolds, which are microenvironments analogous to the natural ones. From 2000 to 2012, a keyword search for “tissue engineering” showed an increase in research papers from 967 to 6906 per year, while a search for the keyword “scaffolds” showed an increase from 806 to 10,090 per year. These numbers show immense growth in tissue engineering and scaffolding research activities.
Scaffolds are ubiquitously used as biomaterials alone or as carriers for cells. The advancement of solid free-form fabrication techniques has significantly improved the preparation of structures with precise geometries using computer-aided designs and data from medical imaging. These techniques include selective laser sintering, fused deposition modeling, 3-D printing and stereolithography.
Different setups are required to build objects of different sizes, but each technique has a lower limit in size of the smallest details that can be produced. In general, there is a clear relationship between the scale at which an object can be built by a solid free-form fabrication technique and the resolution with which it is built: The higher the resolution, the smaller its maximum size. Recently, interest has emerged in producing scaffolds of cross-linkable and biodegradable polymers with desired configurations of high spatial resolution, as demonstrated by the high and growing number of scientific papers and reviews.
A major goal of tissue engineering is to enhance the potentiality of rapid and accurate/reliable fabrication of well-designed, functional implants (scaffolds) for future mass production. Although the number of articles in the field has been increasing, an important issue generally is not addressed: production time of scaffolds. The day will come when state-of-the-art biodegradable scaffolds will be mass-produced daily and used routinely in manufacturing implants; therefore, a rapid fabrication method is indispensable to satisfying the increasing demand of the market and applied research.
Laser technology for regeneration
Stereolithography allows a layer-by-layer formation of structures by laser-induced cross-linking of a liquid resin with high spatial resolution. In recent years, its use has increased in biomedical engineering for the production of biocompatible scaffolds with controlled structures and mechanical properties. The process has been explored with respect to laser pulse duration, radiation wavelength and processing techniques from the irradiation viewpoint as well as polymer-photoinitiator concentration and the role of additives from the material standpoint.
There is, however, the important issue of fabrication efficiency of biodegradable scaffolds that is crucial for the translation from scientific research to actual production. With stereolithography, the fundamental factor determining the efficiency of scaffold production is the light power on the resin to be photostructured.
We have developed and implemented a mask projection method that is preferable in terms of production efficiency and apparatus simplicity, because each layer can be fabricated with a burst of a few hundred pulses at a high repetition rate – i.e., over a few seconds – to cover an area of 1 cm2. The stereolithographic process is shown in Figure 1. Using mask projection excimer laser stereolithography at 308 nm significantly improves the speed of rapid prototyping of biocompatible and biodegradable polymer scaffolds while providing high lateral and horizontal resolution.1 The short timescale will enable more efficient translation of the technology to medical applications.
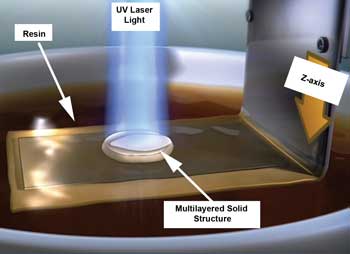
Figure 1. When the UV light interacts with the resin, the resin solidifies and creates the “scaffold.” Inside the resin, the stage moves down in the Z-direction. The flat-looking area is the solidified structure; the resin is represented by the larger brown area. Images courtesy of Beke and Brandi, IIT.
For increasing production efficiency using stereolithography, excimer-laser-based projection photocuring of liquid resins is a promising method. The high power and well-shaped beams that excimer lasers deliver have no rival among high-power UV light sources in terms of industrial reliability, as demonstrated also by their intense use for decades in the semiconductor industry. The applied wavelength is of high importance, as it determines the curing (penetration) depth of the laser pulses into the polymer and, subsequently, the time needed for scaffold production.1,2
We have demonstrated2 that deep-UV laser photocuring at a wavelength of 248 nm is an excellent technique for producing defined poly(propylene fumarate):diethyl fumarate (PPF:DEF) patterns of submicron to micron resolution. The thickness of polymerized layers can be tuned in the micrometer range, depending upon the single-pulse fluence, the number of pulses and the wavelength. The achievable aspect ratio is, however, limited by the penetration depth in the resin at the wavelength being used. At 308 nm, however, the laser penetration depth is significantly higher, yielding much bigger structures.1,3
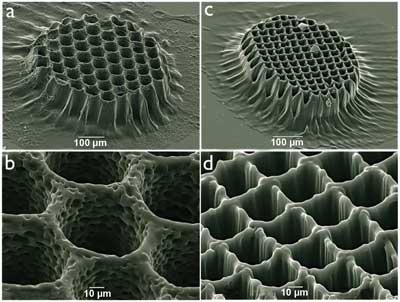
Figure 2. Scanning electron microscope images with two magnifications of a PPF:DEF polymerized grid with (a,b) a round-shaped pore structure and (c,d) squared-shaped pore structures using a laser fluence of 20 mJ/cm2 and 264 laser pulses.1
Mask-assisted projection technique
After the laser-resin interaction is characterized, the image of a 2-D mask is projected onto resin to produce 2-D structures with accurate dimensions.
The masks used for these experiments are quartz plates with metallic coatings in desired patterns. Figures 2a and 2b show a 2-D scaffold with round-shaped channels of a photocrosslinked grid made by applying 264 laser pulses at 308 nm, whereas 2c and 2d show structures created using a square-shaped mask.
The actual size of each round-shaped metallic spot on the mask is 220 µm, and the spacing between them is 80 µm in all directions, which results in an exposure of 55 µm in diameter and 20-µm line spacing of the polymerized grid by using a 4x demagnification.
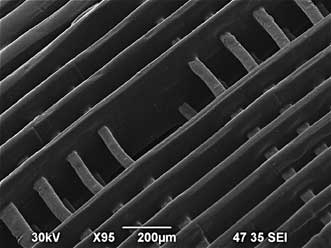
Figure 3. Layer-by-layer 3-D scaffold structures produced by laser stereolithography.5
Figure 2b is a higher-magnification scanning electron micrograph highlighting the internal porous structures within the channels that favor the cell adhesion for tissue engineering. Using masks of different dimensions allows the channel/pore sizes produced to be tuned easily. The Young’s moduli of the scaffolds were found to be a few gigapascals – high enough to support bone formation.1-3 Figure 3 shows a layer-by-layer 3-D structure.
Cell culture
Confocal images in Figure 4 show a scaffold on which human osteosarcoma were cultured at two different depths: one at the top (4a) and one between the top and the bottom (4b). These images show that cells growing on the top surface of the scaffold (4a) form an extended interconnected network, and that cells adhere and grow also inside the pores of the scaffold (4b).1 Fluorescent staining of nuclei with DAPI (4’,6-diamidino-2-phenylindole) indicates the positions of the cells (in blue), with some adhering to the inside walls or the edges of the wells. Of note, the scaffolds themselves were autofluorescent.
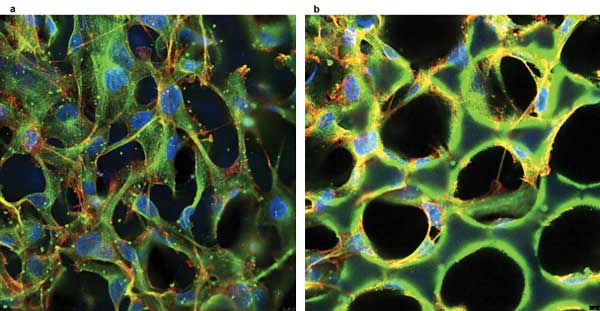
Figure 4. Confocal images of human osteosarcoma cells on the polymerized scaffold (a) on the top of the scaffold and (b) at the middle depth of the scaffold. The blue spots identify the nuclei of cells on the scaffold (in green).1
Outlook
With layer-by-layer stereolithography at 308 nm, rapid production of scaffolds with tunable pores and dimensions is feasible, and the potential and impact are great for translation to extensive clinical applications. The few seconds necessary to photocure a single layer up to 100 µm or more with 308-nm light adds up to minutes for centimeter-high scaffolds. When using 248-nm light at the same laser pulse fluence, the irradiation time must be more than 30 times longer.3 For the lateral dimensions, the laser-exposed area can readily be scaled up to square centimeters when large masks are used in the image projection system, thanks to the high power available from excimer lasers.
Our results demonstrate that irradiation based on excimer lasers is an efficient tool for the fabrication of stiff, biocompatible structures on the micrometer scale with defined patterns of high resolution in all three spatial dimensions. Cell culture with human osteosarcoma cells proves that PPF:DEF scaffolds produced by 308-nm laser photocuring are well tolerated by the cells.
For proper tissue engineering, not only is the scaffold microgeometry essential, but also its nanoscale surface properties are fundamental for enhancing cell adhesion and proliferation. Moreover, nanostructures offer the possibility to further functionalize the biomimetic properties of the hybrid scaffolds.4
Meet the authors
Szabolcs Beke is a postdoctoral researcher working on laser material processing in the Department of Nanophysics at the Italian Institute of Technology in Genoa; email: [email protected]. Fernando Brandi is team leader and researcher in charge of laser material processing in the Department of Nanophysics at the Italian Institute of Technology; email: [email protected].
References
1. S. Beke et al (November 2012). Towards excimer laser-based stereolithography: a rapid process to fabricate rigid biodegradable photopolymer scaffolds. J R Soc Interface, Vol. 9, pp. 3017-3026.
2. F. Brandi et al (April 2011). Rigid biodegradable photopolymer structures of high resolution using deep-UV laser photocuring. J Micromech Microeng, Vol. 21, 054007.
3. S. Beke et al (Jan. 17, 2013). Rapid fabrication of rigid biodegradable scaffolds by excimer laser mask projection technique: a comparison between 248 nm and 308 nm. Laser Physics, 035602.
4. S. Beke et al (submitted February 2013). Titanate nanotube coating on biodegradable photopolymer scaffolds. Mat Sci Eng C (doi: 10.1016.j.msec.2013.01.066).
5. S. Beke et al (2014). 3D scaffold fabrication by mask projection excimer laser stereolithography, Opt. Mat. Express, Vol. 4, pp. 2032-2041 (doi: 10.1364/OME.4.002032).