Modern laser cleaning techniques are efficient and adaptable but must take into account the properties of the materials being removed.
WAYNE TUPUOLA, LASER PHOTONICS
For centuries, the techniques and equipment used for surface cleaning or renewal in industrial applications have remained the same. The demand for improvements, however, has grown dramatically in recent years. Laser technology is now replacing conventional abrasive and chemical processes in many applications, such as rust removal, depainting, degreasing, activation, restoration, pre-/post-welding joint cleaning, surface preparation, decontamination, and rejuvenation. As a cleaning technique, lasers are increasingly popular because they are precise, controllable, and efficient, and they generate low waste. Additionally, low waste and high efficiency are the primary reasons that laser cleaning is now considered the “greenest” or most environmentally friendly approach to surface cleaning. The only waste created is dust particles, which can be easily collected and removed.

Laser cleaning uses a focused beam of light to remove contaminants. The term “ablation” denotes the processes of removing material from surfaces (Figure 1) and is accompanied by a shock wave that propagates outward, affecting surrounding surfaces. The laser’s energy is absorbed by the surface material, which results in the production of a plasma plume of ablation products. Various theoretical approaches have been developed to describe the ablation process1, and a number of studies have been performed to measure ablation parameters at different conditions. Ablation thresholds have also been measured for a variety of metals ranging from 0.1 to 10 J/sq cm, and these values have been found to be dependent on the laser beam wavelength and pulse duration2. The ablation rate, or the amount of material being removed, is proportional to the logarithm of a laser’s power. The efficiency of the laser beam absorption depends on the material reflectivity, the quality of the surface, and the properties of the contaminant on the surface.
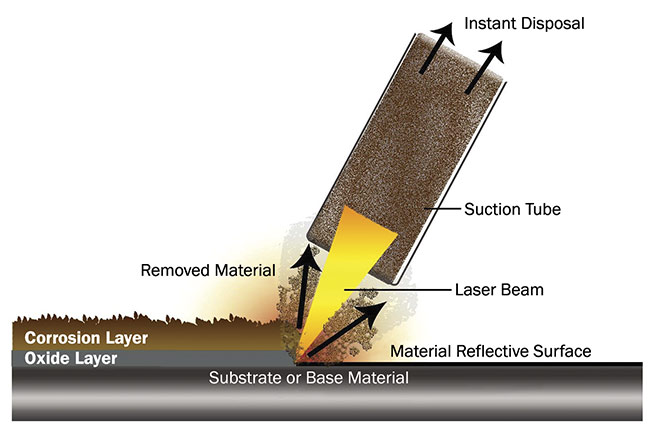
Figure 1. An illustration of the laser cleaning process. Courtesy of Tatiana Nikitina/Laser Photonics.
When materials are processed with a laser beam, their surface properties can change. In some applications, a surface must remain fine-polished, while in
others, the surface needs to be rough. Therefore, for a successful finish, laser cleaning techniques should take into
account the properties of both the
material being cleaned and the material
the quality of the surface, and the properties of the contaminant on the surface.
to be removed.
Surface pre-/post-treatment
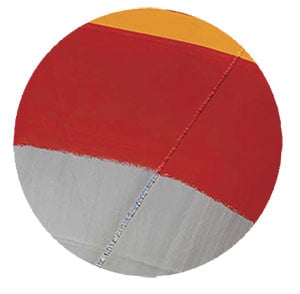
Laser cleaning can replace chemical treatments of metal surfaces that have been prepared for a durable and premium brazed, glued, or soldered connection. Substances such as lube, grease, and hydrates can be removed in one step using fiber lasers. The laser’s low-energy and short pulses (<1 mJ/pulse) at high frequencies leave a metal surface at its initial roughness. By choosing the correct powers and performance modes, the surface profile can be modified according to special requirements, and surfaces can be prepared for any joining processes (Figure 2).

Figure 2. Oxide removal from a titanium welding joint using hand-held laser technology. Courtesy of Tatiana Nikitina/Laser Photonics.
A laser pretreatment can achieve better adhesion on untreated or coated (e.g., powder coated) parts. Laser cleaning removes the top layer of coatings and all the contaminations without damaging the underlying coating. At the same time, the process provides a microroughness on the top layer, which improves glue or sealant adhesion (Figure 3). As a post-treatment procedure performed after brazing/soldering, a joint can be cleaned to remove thermal stains, discoloration, or residues such as oxides and residual flux materials.
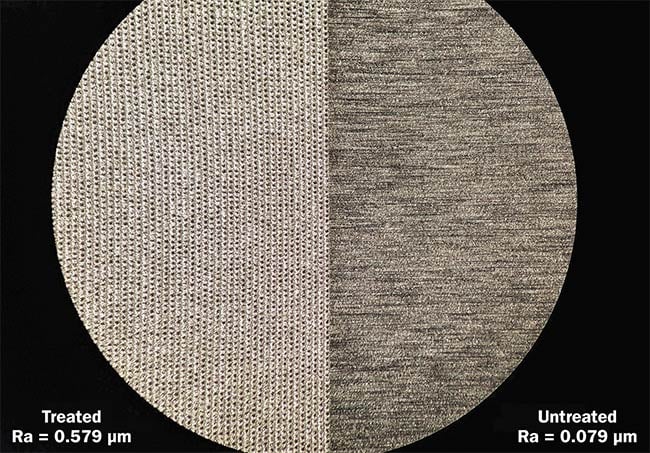
Figure 3. Microscopic view of aluminum surface profiling with a specified degree of roughness. Courtesy of Tatiana Nikitina/Laser Photonics.
The preparation of metal surfaces for painting sometimes requires special surface profiles. If painted parts are presumed to be exposed to significant stress, a high surface roughness is required. A laser can be used in this marking regime to engrave a grid of grooves of specific depth and step. When working with metals, reflectivity must be taken into account, especially if the surface is polished and clean. Reflectivity ranges from 62.6% (iron) to 97.3% (copper) for a ytterbrium (Yb) fiber laser (~1064-nm wavelength) light. This marking regime generally requires higher power and/or longer processing times and should be performed with precision, which is achievable with a stable setup using a well-focused beam.
Restoration and renovation
One of the most well-known laser cleaning applications is rust removal. Rust has high absorptivity; therefore, a thin layer can be removed as easily as lube, making the laser a powerful tool. Similar refurbishing applications such as removing dirt or anodized finishes and renovating stainless steel parts are widely adopted in the automotive industry (Figure 4). For these applications, Q-switch fiber laser cleaners are available and include both stationary and portable cleaning machines.
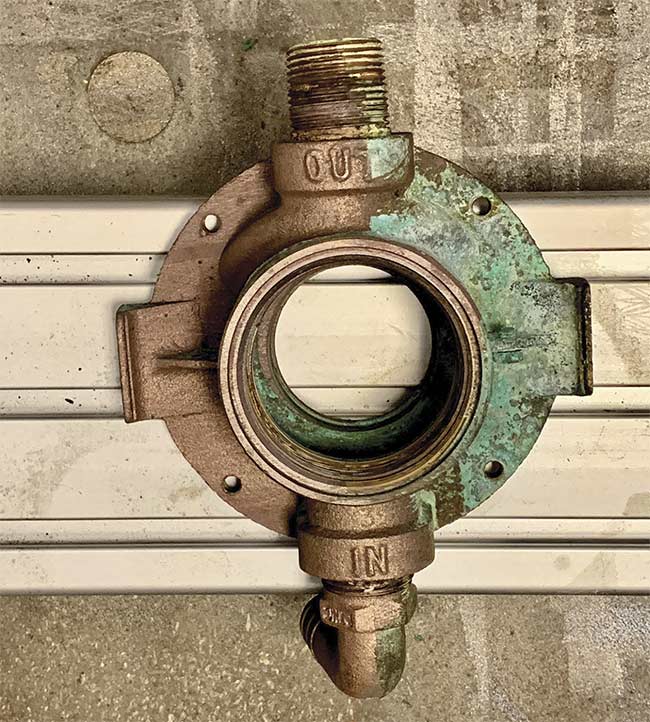
Figure 4. Fiber laser rust removal and laser corrosion removal from brass. Courtesy of Tatiana Nikitina/Laser Photonics.
In industries such as shipbuilding that deal with heavy manufacturing, the removal of thick layers of rust may be a more difficult task. Generally, when a significant amount of material is being removed, an upflow of dust and a plume of plasma are created on the path of the laser beam. The presence of these particles results partially in beam shading and partially in the interaction of the laser beam with dust, potentially fusing waste back to the surface and creating secondary contaminations, which can be hard to remove. These applications require higher-power (100-W) laser setups with additional equipment for dust blowing and dust collection.
Alternately, some applications, such as cleaning archaeological artifacts, require a gentler approach. In a research study on wavelength-dependent absorptions and scattering effects of laser cleaning on a corroded iron alloy, researchers found that an Nd:YAG laser with 8-ns pulse duration operated at a 532-nm wavelength was safe for cleaning rust from 19th-century scale armor3.

Figure 5. Fiber laser removal of thick paint from an elbow joint used in oil and gas manufacturing. Courtesy of Tatiana Nikitina/Laser Photonics.
Generally, the shortening of pulse durations results in ablation of the first layer
of the surface of a material because the heat doesn’t penetrate too deeply. At the same time, short pulses can have significant power density because energy is released fast. Therefore, in some applications, lasers with pulse durations reduced to an order of 1 ns are preferable (as compared to Q-switch lasers that generate pulses with durations ranging from 100 to 300 ns).
Coating removal
Certain industry operations that use metal parts require the removal of a metal layer covering the base metal — for example, the removal of the zinc from zinc-plated steel (Figure 5). The thickness of a zinc layer can vary from a few microns (electroplating) to millimeters (metalizing). In these kinds of operations, it’s often necessary to do a full removal of the coating down to the base metal surface. Zinc has high reflectivity (88% at 1064 nm) and a high-temperature boiling point (1665 ºF). Therefore, removing even a thin layer requires a laser power much higher than in previously mentioned applications. A pulsed laser operating at megahertz frequencies with an average power of hundredths of watts may be the best solution. A laser removal process results in a cleaner and more controllable outcome than traditional chemical or mechanical methods (Figure 6).

Figure 6. Fiber laser cleaning of high-viscosity liquid polymer from a diesel truck transmission shock absorber. Courtesy of Tatiana Nikitina/Laser Photonics.
The removal of a coating of thick nonmetallic paint or a compound of metal powder with epoxy, such as stripping paint from aircraft4, represents another type of challenge because these coatings are transparent or semitransparent to most laser beams. Therefore, CO2 lasers with power levels of multiple kilowatts can be used. This setup requires a tall mobile robot with eight degrees of freedom to reach all processed surfaces. And because CO2 laser beams are powerful and cannot be delivered with a fiber, the installation also requires a special system of water-cooled mirrors. Nevertheless, this system can still be used to replace traditional
depainting methods such as chemical paint strippers, water picks, dry media blasting, and hand sanding.
Although fiber lasers do not remove paint as efficiently as CO lasers, they
can be used with aircraft in certain applications. A multikilowatt-power continuous-wave (CW) fiber laser setup only partially removes the coatings,
including the nonmetallic ones, on account of ablation of the metal under the coating. In this case, a paint/coating is burned or evaporated with the high-
temperature metal plasma plume, and shock waves kick the ashes and vapors off. Such a setup has been proven to remove even dense coatings, silicon lubricants, or thick rust. It’s worth noting that the cleaned metal surface possesses certain roughness afterward. In general, a fiber laser setup is more compact, easier to operate, and can be used even in a
portable or hand-held embodiment, which
may be necessary in extreme surface cleaning conditions.
Meet the author
Wayne Tupuola is chief of operations at Laser Photonics. He is responsible for leading supply chain operations and technology development for the research and development team. The team is composed of scientists from around the world, with more than 100 years of combined experience.
References
1. S.I. Anisimov and B.S. Luk’yanchuk (2002). Selected problems of laser ablation theory. Phys Usp, Vol. 45, Issue 3, pp. 293-332, www.doi.org/10.1070/PU2002v045n03ABEH000966.
2. P. Mannion et al. (2003). Ablation thresholds in ultrafast laser micro-machining of common metals in air. Proc SPIE, Vol. 4876, www.doi.org/10.1117/12.463744.
3. M.A. Yandrisevits et al. (2017).
Wavelength-dependent absorption and scattering effects on laser cleaning of a corroded iron alloy European scale armor. Lasers in the Conservation of Artworks
XI, Proc LACONA XI. P. Targowski et al.,
eds. Torun, Poland: NCU Press, www.doi.org/10.12775/3875-4.02.
4. W.G.J. ’t Hart (2003). Paint stripping
techniques for composite aircraft components. Structures and Materials Division, National Aerospace Laboratory (NLR),
The Netherlands, NLR-TP-2003-357.
Maritime Laser Applications

1. Pre-Welding Metal Cleaning
Efficient pre-welding treatment or material
preparation, which may include rust removal,
e-coating contamination, or treatment of other selective layers.

2. Post-Welding Cleaning
in Preparation for Coating
Easy removal of the rough and charred post-welding area to securely adhere paint or coating to the welded material in preparation for coatings.

3. Ship Maintenance Interior and Exterior
Maintenance repairs for engines, small boats, critical components, door hinges, door locks, and latches. Removal of salt water stains
and more to prevent corrosion, maintain functionality, avoid premature failures, and prevent further deterioration and damage.

4. Assembled Component Maintenance
Cleanups and Reconditioning
Smoothing of surfaces and removal of
scaling from engines, generators,
anchoring chains, winches, gear shifting
components, throttle components, fuel
pumps, and water separators, without
disassembly.

5. Parts Identification Engraving for
Maintenance or Inventory Management
Marking and engraving of individual parts without human evaluation of conditions.

6. Non-Erasable Service and
Quality Marks
Can be used for weld quality control, repair work, and more on newly welded piping, high-pressure fuel pipes, balance tanks, pressurized compartments, water pipes, and high-pressure vapor pipes.
7. Selective Depainting
Selective cleaning on access points, service latches, and more.