Despite its many advantages, laser welding of plastic parts is off to a slow start.
Nadya Anscombe, Contributing Editor
Lasers seem the obvious choice for welding plastics: Their flexibility is second to none, and the quality of the weld is better than that achieved with most other techniques. Despite these and many other advantages, however, their penetration into the plastics market has been slow.
According to market analysts, there are several reasons for this. “To successfully use a laser to weld plastics, you not only have to redesign the plastic part to be suitable for this process, you also have to adapt the material itself,” said Arnold Mayer of Optech Consulting in Taegerwilen, Switzerland. He estimates that the current worldwide market for laser systems aimed at plastics welding is less than US$5 million.
“I expect a market potential (for the complete laser system, including the automation) of about US$100 million per year,” he said. “But the market could take up to 10 years to reach this figure. Laser systems for metal welding were also slow to penetrate the market. Today that market is worth more than US$600 million.”
Metals and plastics react to laser energy very differently. Most polymers absorb light in the UV and IR regions of the spectrum. In the visible and near-IR range, they are usually transparent, and, to make them suitable for laser welding, additional pigments must be embedded into the polymer matrix.
The color of the plastic affects its transmission and absorption characteristics as well, but it has been shown that most kinds of thermoplastics and thermoplastic elastomers can be laser welded, even those with a high glass-fiber content. Different polymer materials can be welded together, provided that they are chemically compatible and that the melting temperature ranges match. Generally, those materials that can be welded with ultrasonic methods also can be laser welded.
CO2 vs. transmission welding
Currently, the two main types of laser welding for plastics are CO2 and transmission laser welding. Plastics readily absorb CO2 laser radiation, allowing quick joints to be made; however, the depth of the beam’s penetration is limited, which restricts the technique to film applications. Very rapid processing of thin plastic film is possible, even with fairly modest laser powers (<1000 W). The CO2 laser beam cannot be transmitted down a silica optical fiber, but it can be manipulated around a complex process path using mirrors and either gantry or robotic movement.
Plastics absorb the radiation produced by Nd:YAG and diode lasers less easily. These lasers are suitable for performing transmission laser welding, where one plastic must be transmissive to laser light and the other must be able to absorb the laser energy.
Transmission laser welding is by far the more common form of laser technique for this application. Because the weld is between the two overlapping plastics, the surface has an undamaged finish. The beam is transmitted by the transparent plastic on top and then absorbed by the lower plastic layer, which heats up and transfers the heat to the upper layer, where the two molten polymers merge and solidify into one melt.

Figure 1. Because using lasers to weld plastics is an optical process, the plastics’ optical properties have an effect on the process’ success. In transmission welding, the top plastic must transmit the laser radiation and the bottom plastic must absorb it. Careful selection of the material is, therefore, important. Courtesy of Rofin.
For transmission welding, the plastics’ properties are very important (Figure 1). For example, welding a clear plastic to a black one is much easier than welding two transparent plastics. If the plastics are free of fillers and pigments, the laser will penetrate a few millimeters into the material. The absorption coefficient can be increased by means of additives such as pigments or fillers, which absorb and resonate directly at the laser’s photon energy or which scatter the radiation for more effective bulk absorption.
The Nd:YAG laser may therefore be used for heating plastics to depths of a few millimeters or for heating a more highly absorbent medium (either metal or a plastic that contains suitable additives) through or within the transmissive plastic part. An Nd:YAG beam also can be transmitted down a silica optical fiber, enabling easy, flexible operation with gantry or robot manipulation.
There is an alternative to the Nd:YAG laser. Ian Jones, a senior research engineer at TWI Ltd. in Cambridge, UK, said that diode laser systems with powers up to 6 kW are on the market and that they are competitively priced (see table). The production of diode laser light is a far more energy-efficient process (30 percent) than that of the CO2 (10 percent) or the Nd:YAG (3 percent). The interaction with plastics is very similar to that of the Nd:YAG lasers, and applications overlap.
“The beam from a diode laser is typically rectangular in shape, which, while being preferential for some applications, limits the minimum spot size and maximum power density available,” he said. “The diode laser source is small and light enough to be mounted on a gantry or robot for complex processing.”
Another variation of transmission welding is the use of a third absorbing medium placed between the two pieces of plastic. Carbon black is commonly used for this technique, but TWI has patented a colorless, infrared-absorbing medium called Clearweld that expands the applicability of the technique to clear plastics. “The infrared absorbing medium is either coated onto one surface of the joint, encompassed into the bulk plastic or produced in the form of a film that can be inserted into the joint. It absorbs infrared laser light, allowing an almost invisible weld to be produced between materials that are required to be clear or have a predetermined color,” Jones said.
The process is especially suitable where the appearance of a product is important. In the case of fabric-joining, positioning of the infrared-absorbing medium at the joint restricts melting to the interface rather than through the full thickness of the joint, as occurs in other welding methods for fabrics. Consequently, flexible seams are produced, making the process suitable for tailoring applications. Jones said that he believes the welding of fabrics will be one of the key growth areas for plastics welding.
Another up-and-coming technology is the fiber laser. Capable of weld widths much smaller than 100 μm, the fiber laser offers better beam quality than diode and Nd:YAG lasers. “I think the fiber laser will find applications in the welding of plastics for MEMS, microfluidics packaging and electronics,” he said.
Tony Hoult, applications specialist at Coherent Inc. in Santa Clara, Calif., contends that fiber lasers probably will not displace diodes for most existing plastics-welding applications. But as the cost per watt of fiber lasers drops, precision applications requiring fiber lasers are likely to materialize.
Much of the fiber laser technology on the market today was originally developed for telecommunications applications. Since telecom’s decline, the manufacturers have been looking for applications for their products, and plastics welding is perhaps one such application. Spectra-Physics of Mountain View, Calif., believes that there is potential for this technology. At the beginning of this year, it signed a deal to market UK-based Southampton Photonics Inc.’s fiber lasers.
Thomas Renner, marketing manager at Rofin Baasel Lasertechnik GmbH in Starnberg, Germany, is not so confident: “The fiber laser … is dedicated to very small spot size applications in the range of a few microns. For plastics welding, the typical spot sizes are in the range of 1 mm. The fiber laser is much too over-engineered for plastics welding and, compared to standard diode or YAG lasers, much too expensive.”
Rofin is one of several companies in Europe that has developed laser welding systems aimed specifically at plastics. Others include Jenoptik Laserdiode GmbH, Bielomatik Leuze GmbH and Laserquipment AG, all in Germany, and Warwick Laser Systems in the UK. Renner said that laser plastics welding is one of the youngest markets for laser technology and is growing. He added that this growth can be attributed to the fact that lasers have become affordable and that they offer improved design structures. It is an important market for Rofin.

Figure 2. Jenoptik has worked with Grafe Color Batch GmbH of Blankenhain, Germany, to develop transparent plastics suitable for laser welding. Courtesy of Jenoptik.
The company offers diode, solid-state and CO2 lasers and laser systems for plastics welding, including the StarWeld diode and the PolyScan laser system. “Developing the laser is only half the challenge,” Renner said. “The other half is process know-how and assisting the customer in designing the product to make it suitable for laser welding. For this reason, we have several application laboratories worldwide which are equipped with diode and YAG laser systems for plastics welding.”
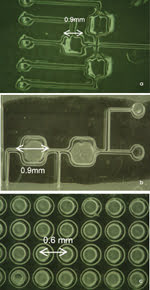
Figure 3. Using a 40-W, 810-nm direct-diode Fiber Array Packaged system, a 140-μm-thick film (a) was welded onto a thicker plastic substrate, but some feature definition was lost. When a 20-μm polycarbonate film was welded onto a 1.2-mm-thick clear microstructured polycarbonate disk at 200 mm/min, the shallow features on the substrate were retained (b and c). Courtesy of Coherent Inc.
A laser manufacturer must provide customer support for this application because laser plastics welding is a relatively new technology and customers are just learning about it.
Jenoptik in Jena, Germany, has an applications center that has been developing products for plastics welding. It makes the Votan welding system and is working with plastics companies to develop materials suitable for laser welding (Figure 2).
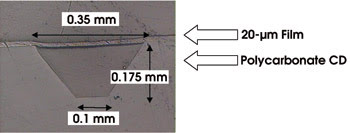
Figure 4. In this transverse cross section of a welded groove, there is a good strong weld and no “filling-in” of the groove during the sealing process.
Coherent also has worked on plastics applications at its lab (Figures 3 and 4). For example, it has been collaborating with Gluco, a spin-off company of the University of Leeds in the UK, to develop a technique that joins plastics to metals using an interlayer material called LaserBond and high-power diode lasers. This interlayer material can join substrates whose structures are dissimilar or that have a low surface energy. A thermoplastic material such as polypropylene can be welded to itself simply with an absorption difference between the two components of the joint, and to metals such as mild steel, zinc-coated steel for car bodies, stainless steel and aluminum (a very difficult material to laser process).

Figure 5. This microphone cap welded into a car seat belt would not have been possible without laser welding. The customer needed a strong weld, but without damaging too much of the belt structure and without affecting the microphone electronics. Courtesy of Rofin.
But Coherent is one of only a few US companies whose lasers are used specifically for welding plastics. Hoult said that the technology has really taken off in Europe. He believes this can be attributed to the fact that the European automotive industry uses more lasers in manufacturing than its US counterparts do, and is therefore more open to using them for this application. (Figure 5). “But as most new technologies, it will enter into the high-end applications first and the market will grow, but it’s a long, slow curve,” he said.
Benefits of Using Lasers to Weld Plastics
For welding plastics, lasers provide many advantages over conventional welding techniques such as ultrasonic or vibration welding.
• A perfect surface is attainable.
• Welding seam contours are flexible.
• Minimal thermal and mechanical power input is required.
• Weld quality is consistent.
• The weld is at least as strong as that achieved with the ultrasonic technique.
• There are no microparticles — significant for medical applications.
• Very fine structures with welding seams close to heat-sensitive components can be achieved.
• There is no melt ejection.
• It has an excellent reject rate.
• Controllable beam power reduces the risk of distortion or damage.
• Precise focusing allows accurate joint formation.
• The noncontact process is clean and hygienic.
Laser Welding Techniques
The four types of laser welding processes are differentiated by the way the laser is moved around the plastic part.
Contour welding: Either the laser or the plastic part moves so that the laser beam follows along the contour of the weld.
Simultaneous welding: The laser beam is divided evenly over the complete weld structure via adapted optics and/or fibers. Because of its complicated setup, this technique is often reserved for larger parts produced in large quantities.
Quasi-simultaneous welding: This method is very similar to contour welding except the laser is moved very quickly across the workpiece several times.
Mask welding: An illumination mask is used to trace the weld contour.