Lasers are opening up techniques and wavelengths for additive manufacturing to allow industries from aerospace to automotive to print ever larger metal parts.
JAMES SCHLETT, CONTRIBUTING EDITOR
Aerospace and automotive manufacturers initially adopted additive manufacturing (AM) methods as a means to rapidly prototype new parts or to fabricate more complex or consolidated components in a single step. They applied additive manufacturing to polymers, then composites, and eventually to more challenging materials such as metals and ceramics.

A green-laser-based directed energy deposition (DED) process builds a thin-walled cylinder from pure copper. Courtesy of TRUMPF.
Today, as these industries strive to print larger or highly reflective metal components, they are driving new interest in some of the oldest additive manufacturing methods out there. Most notable among these methods is directed energy deposition (DED), first patented in 1925, and wire arc additive manufacturing (WAAM), first patented in 1920.
DED methods direct a metal powder or wire into the path of an energy source — such as a laser, gas tungsten arc, or electron beam — that then fuse the material, to progressively print successive layers and features of a component. Laser-assisted WAAM (L-WAAM) is a subset of directed energy deposition that uses wire instead of powder.

The EU-funded ADDIFLAP project is using laser-based DED to 3D-print a jet’s flap track mechanism, which combines a flap track support system with a carriage system based on a sliding pad. Courtesy of AIMEN.
In Porriño, Spain, directed energy deposition is literally taking off. There, with €500,000 ($526,000) in funding from the European Union, AIMEN Technology Centre — in partnership with AC2T research in Wiener Neustadt, Austria — is using laser-wire DED to manufacture a new aircraft flap track system concept. Flap tracks are secondary control surfaces on the wings of aircraft that increase drag and lift. The project, called ADDIFLAP, is expected to reduce titanium waste by 60% and CO2 emissions by 26% compared to conventional computer numerical control (CNC) machining methods.
For large-component manufacturing, laser-based directed energy deposition has generated a lot of interest in recent years for its ability to leverage large CNC- or robot-based cells to process large metallic components, according to Ambroise Vandewynckèle, head of advanced manufacturing processes at AIMEN.
“Additionally, these processes permit work both with powder and wire on
already existing 3D shapes,” he said.
Going large
In the context of laser DED, components that are considered large can be taller than half a meter. The technology is also an attractive option when working on an existing, albeit smaller, 3D component or when combining more than one material to manufacture a part. The maximum dimensions of a component made with laser DED is limited only by the operating limits of a manufacturer’s robotic or CNC system, Vandewynckèle said.
Aviation is not the only market driving interest in printing large components. The additive manufacturing technology is also gaining traction in automotive, where it enables the prototyping and functional testing of large aluminum castings, said Simon Höges, director of technology and manufacturing engineering for GKN Additive in Bonn, Germany. Typical alloys printed are aluminum-based AlSi10Mg and other casting alloys that are compatible with laser powder bed fusion processes.

In addition to the automotive and aerospace industries, users developing tooling such as induction hardening coils are driving demand for laser 3D printing. Courtesy of GKN Additive.
“The space industry is also betting high on additive manufacturing to increase the performance of rocket engines, especially in new space tech startups,” Höges said. Additive manufacturing supports the ability to produce large rocket engine components with complex inner cooling structures made from thermally conductive materials such as pure copper and copper alloys, he said.
In another example, NASA’s Rapid Analysis and Manufacturing Propulsion Technology (RAMPT) project used a laser DED process on blown powder to print a high-strength iron-nickel super-alloy rocket nozzle that measured 1.016 m — one of the largest nozzles ever printed by the agency. The project is developing lighter and more efficient liquid rocket engine parts.
The ability of laser DED to print such large components and conduct repairs gives it an advantage over the binder jetting method, its nonphotonic rival. “[Binder jetting] is suitable for mass production because the print speed is fast,” said Hirohisa Kuramoto, head of sales for Nidec Machine Tool’s LAMDA directed energy deposition printer. “But since it is a sintering method, there are restrictions on the size of parts that can be sintered.”

A titanium rocket sample made with Nidec Machine Tool’s largest laser-based DED metal printer weighs 30 kg and took 30 h to print. Courtesy of Nidec Machine Tool.

NASA’s Rapid Analysis and Manufacturing Propulsion Technology (RAMPT) project uses a powder-blown laser DED process to make one of the largest rocket nozzles ever printed by the agency. Courtesy of NASA.
Shailesh Patkar, Coherent’s senior
director of product management, said binder jetting might have an upfront cost advantage in applications involving smaller parts, if an end user already has the sintering furnace infrastructure in place. However, this advantage diminishes when printing parts for medical devices, where regulatory factors — especially around orthopedics — give lasers another edge. “The use of third-party materials, such as binders, creates major issues for the FDA process,” Patkar said. “Therefore, laser technology is preferred.”
Laser-assisted wire arc AM
Laser-based WAAM, the subset of
directed energy deposition that prints from wire instead of powder, is an emerging technology that offers a potential alternative to gas metal arc welding for printing large metal structures. The prospects for gas metal arc welding are marred by its relatively poor part quality and process inconsistencies.


A 3D-printed metal chassis bracket (top) and a wheel carrier top (bottom) for the automotive industry. Courtesy of EOS GmbH.
By itself, the wire arc additive manufacturing process is not a photonic technique. Employing a laser, however, can help stabilize the wire arc and consequently increase the deposition rate. Vandewynckèle said lasers are also being investigated to help control the deposited seam track geometry in L-WAAM processes.
In the future, L-WAAM could offer compelling advantages for large-component manufacturing, according to Coherent’s Patkar. He said there are already examples of the technology printing structures over 30 × 6 m. However, L-WAAM will require the development of new fiber-coupled, high-power diode laser sources, as well as the ability to combine the laser beam with the electric arc in a highly controlled manner. “The potential for high-quality large metal structure assembly with L-WAAM could open up new markets and applications, such as in the aerospace industry,” Patkar said.
Laser lines
To capture market share in the aerospace and automotive large-component industries, in September 2022 Nidec launched a midsize model of its metal powder 3D printer series, the LAMDA500, which can print parts with dimensions of 500 mm3 — 10× the part size of typical binder jet processes. The Nidec large-scale metal powder printer is capable of producing metal parts measuring 2500 × 900 × 1000 mm.
The printers’ technology relies on fiber
lasers with a selection of outputs, including 1, 2, 4, and 6 kW. The most widely used source for metal-part additive manu-
facturing methods, such as powder bed fusion or directed energy deposition, is diode-pumped ytterbium fiber lasers operating at 1064 nm. This is because iron- and nickel-based metals melt at IR wavelengths.
In contrast, Patkar said, CO2 lasers have been used to print parts from polymers, ceramics, and composites. For stereolithography additive manufacturing methods, frequency-tripled Nd:YVO4 lasers have emerged as an alternative to Nd:YAG lasers because of their comparatively wider absorption band, lower operating threshold, and high efficiency.
Direct metal laser sintering (DMLS) is another additive manufacturing method that has established a record for produc-
ing large metal parts. In 2014, EOS GmbH launched a DMLS machine that employed a ytterbium fiber laser and
offered a build volume of 400 mm3. Since then, GE Additive has rolled out a larger machine that incorporates two fiber lasers and claims a build volume of 800 × 400 × 500 mm. In 2019, Ford Motor Co.’s 3D-printing lab in Germany used GE’s system to make what it called “the largest 3D metal-printed part for a working vehicle in automotive history.” The metal part, an aluminum manifold inlet, weighed 6 kg
and took five days to complete. Some DMLS projects are of such volumes that they can take up to 30 days to complete.
Not (yet) fit for print
“Processing speeds of metal materials determine the business case,” said Ankit Saharan, the senior manager of metals technology at EOS. “As we try to increase throughput, we increase laser energy into the powder bed. More power alone is not enough. We also have to find ways to use it without vaporizing material or causing quality issues.” Thermal management and beam shaping are critical tools to help deal with these issues.
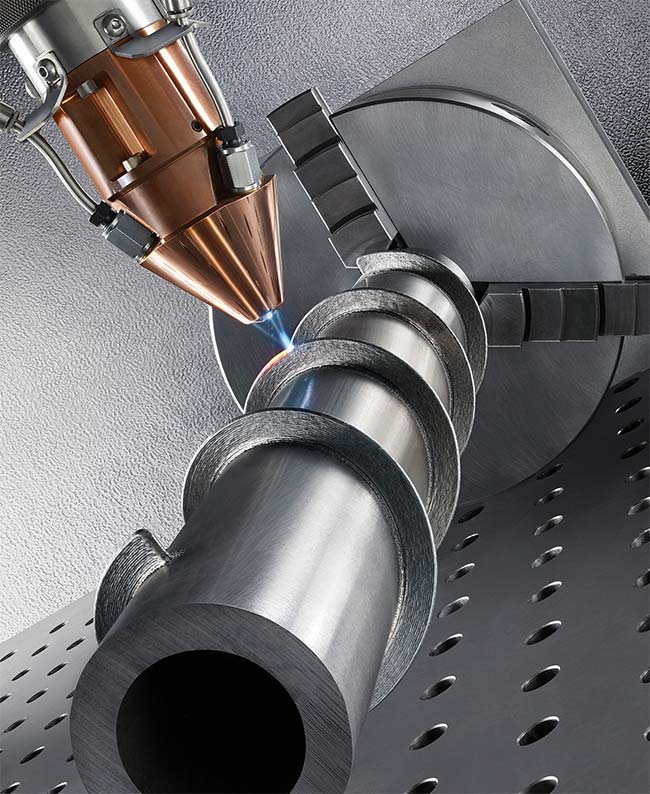
A 4-kW IR laser used for directed energy deposition builds features made of INCONEL 718, a high-strength nickel-based superalloy, on an extension auger. Courtesy of TRUMPF.
Coherent recently developed such tools to address the cracking and defects caused by the rapid cooling that follows the directed energy deposition process, which particularly affects refractory alloys such as tungsten, molybdenum, niobium, tantalum, and rhenium. Coherent’s adjustable ring mode fiber laser and adaptive laser multibeam array technologies were both designed to mitigate the impact of rapid cooling during solidification behind the melt pool, Patkar said.
The adjustable ring mode technology allows users to independently control the power and modulation of the laser beam’s center and outer ring. “While these systems have found wide acceptance in welding applications already, they could offer AM systems integrators and customers a new solution to address melt pool control,” he said. And although Coherent’s adaptive laser multibeam array system is still at an early readiness level, the system promises further control of laser power distribution at the powder melt pool by allowing delivery of multiple, independently configurable beams through a single laser head to enable in situ beam shaping.
“That has never been achieved before in AM,” Patkar said. AM throughput has typically been driven by increasing a laser’s average power, through dynamic beam shaping and by using multiple lasers in a single machine. “As an example, metal build systems now routinely have two, four, six, and more fiber lasers with up to 1 kW of average power each,” he said.
Green blue
Printing reflective metals such as copper, gold, silver, and platinum can be challenging for obvious reasons. High-power ytterbium fiber lasers delivering 1 kW can process pure copper as well as copper alloys. However, due to the absorption properties of the materials, as well as their different melting temperatures, printing throughput can widely vary. Throughput for copper is typically at the lower end, producing less than 10 cm3/h, while aluminum can achieve hundreds of cubic meters per hour with a multilaser machine, GKN Additive’s Höges said.
According to Coherent’s Patkar, frequency-doubled ytterbium lasers operating in the 515- to 530-nm range are emerging as new candidates for such highly reflective materials. TRUMPF has already introduced 515-nm green disk lasers into its powder bed fusion machines, and it has partnered with external vendors, universities, and research institutions to test and develop the technology for other laser-assisted DED methods. Kuramoto said Nidec is also looking forward to the emergence of high-power, inexpensive green lasers.
Blue lasers are also making inroads in the additive manufacturing market. In the first quarter of this year, blue laser-maker NUBURU in Centennial, Colo., plans to introduce a high-power product line capable of being used in 3D printers and remote welding machines. Its blue lasers provide stable beam power and can be easily modulated at rates up to 50 kHz.
Blue lasers can also print highly reflective metal powders, such as copper, gold, and aluminum. “The objective is to achieve high speeds and deposition rates with full part density and minimal heat input,” said Andrew Dodd, vice president of global sales at NUBURU. “The IR
lasers struggle with materials such as gold, copper, and aluminum and often require substantial power levels that are up to 10× higher than what is required with a blue laser.”
An alternative approach involves printing copper and incorporating about 1% of alloying elements, such as chromium zirconium. According to Höges, such
alloys can be processed using IR lasers, but their thermal and electrical conductivity is about 10% lower.
So far, the use of visible-wavelength lasers has not penetrated the additive manufacturing machine industry beyond research and development activities, at least not to the point where the lasers’ use has affected demand for GKN Powder Metallurgy’s metal powders. Many printing applications can be achieved using copper alloys, Höges said.