TOM BRENNAN, ARTEMIS VISION
As competition increases and customer requirements become more stringent, machine vision technology is becoming imperative for companies in manufacturing. Vision systems provide an automated and repeatable way of performing the quality control and verification tasks needed to save time, cut costs, increase throughput and automatically document quality. Machine vision systems were once considered a costly addition,
but there are now methods to automate manufacturing more affordably so even the smallest of companies can acquire the right vision solutions.
Quality control standards reduce downstream costs and help satisfy the customer at the end of the supply chain. Machine vision systems can keep pace with increasingly automated production processes by performing precise and repeatable inspections of various complexities at high speeds and around the clock. The ability to inspect parts with cameras, lighting, sensors, lenses and machine vision software provides manufacturers with the information and assurance needed to deliver non-defective products.

Feasibility testing goes a long way toward ensuring a robust machine vision application. Courtesy of Shutterstock.
Machine vision systems also have gained popularity for being able to track inspections. It is significantly easier to pass quality audits with a fully traceable image-based record of every inspection instead of with costly, manually produced inspection reports. It is also less expensive, as vision systems can store the records automatically.
The age of leaner manufacturing creates difficult issues for manufacturers. When customers don’t stock large amounts of inventory, orders can come in only weeks or days before the parts are needed. It’s important to get the job done the first time. Machine vision can ensure this without having to start and stop the line while waiting for a lab to verify quality offline or for the customer to inspect and possibly reject the parts. Besides saving time, machine vision can eliminate the risk — and waste — of running without inspection results and then learning that there are problems.
Inspection by machine vision can also lessen the threat of future recalls, which can cost the manufacturer far more than an investment in an inspection solution. With 100 percent inspection via vision and recorded results, the manufacturer can mitigate this potential liability and limit its impact to specific parts. The return on investment from risk mitigation alone can likely pay for the hardware within a year.
Vision components have advanced over time and declined in price, growing the market significantly. A wider variety of hardware is available and image quality has improved, which means cost per pixel has greatly declined. LEDs have become a widely deployed household product, which has reduced the cost of lighting. Industrial PCs also have improved, with solid-state storage and fanless designs that now cost fractions of what they used to. All of this makes it easier to scale vision systems to places where they previously could not be justified.
As vision software has become more robust, inspection solutions can be applied across a variety of manufacturing industries and integrated into current production processes. Many items from enclosures to algorithms that were previously required to be custom-built are now more readily available and do not have to be put together from scratch every time, speeding up system deployment and consequently reducing costs.
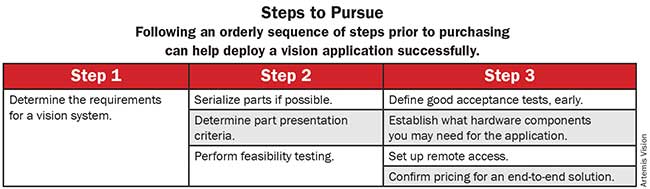
Although vision component prices have decreased, there are additional ways to deploy vision more efficiently and affordably to avoid any unforeseen costs:
• Serialize. It is significantly easier to debug a vision system when every part is uniquely marked and image results can be easily correlated back to the part and retested for repeatability. Without serialization, it can be difficult to track down final bugs in the system. There will be one to two parts a day that have slipped through the cracks. Without serial numbers and saved images, it can be difficult to track those down.

Serialized or labeled parts and products can help track down problematic issues as they arise during inspection. Courtesy of Wikimedia Commons.
• Determine part presentation criteria. Establish the lighting, lensing, camera and angles before you purchase anything or fabricate any mounts. People typically begin with smart cameras, but starting with lighting, part presentation and the naked eye is essential. Part presentation to a system is key when trying to achieve repeatable results during inspection. This will ensure that the same features are found in the same positions and any error is because of part changes and not because the part is in a different place making other features appear different.
• Test first. It is typically best to get a provider to do some feasibility testing. If feasibility testing is extensive, you may need to cover some of the costs of the process. But always try to conduct your own or have some feasibility testing completed for you using representative samples before fully committing. When the application is completed, test it or have a third party test it for you.
• Define good acceptance tests, early. The first steps are to clearly outline what the vision system should achieve and what acceptance tests will prove the system meets those requirements. Costs at the end of a project can soar if the provider is called back to correct problems a good acceptance test could have caught. The later in the project an acceptance test emerges and trips up the system, typically the costlier it can be to correct. Good acceptance tests will help focus the efforts of the project to meeting the core customer needs.
• Provide remote access. Ensuring you have a means of remote access will create a process to better debug the system immediately if a problem occurs, even during unpredictable times. Without any problems occurring, it’s critical to have the ability to check in on the system multiple times per day when it is first deployed to ensure everything is performing as expected.
• Purchase an end-to-end solution. Ask the provider to commit to delivering the end-to-end solution for a set price. When it comes to buying hardware components, businesses can tend to go down an expensive road of purchasing more and more hardware without ever prototyping an appropriate solution. Turnkey integration companies are now more prominent in the industry than ever and can deliver the solution end to end at much reduced risk to the end customer.
Meet the author
Tom Brennan is the president of Artemis Vision LLC and is an AIA Advanced Level Certified Vision Professional working in the industrial machine vision and imaging processing software market. He has delivered numerous industrial machine vision systems, prototyped medical imaging systems and designed machine vision vehicle detection algorithms as a research effort for the DARPA Urban Challenge; email: [email protected].
The Hidden Values of Machine Vision Inspection
Leveraged properly, machine vision technology can significantly drive additional value throughout an organization. Unlike many quality inspection technologies that look at a handful of units sampled from a production line, vision systems inspect every part and can therefore provide the engine to feed big data insights throughout an organization and significantly raise the profile of the quality department. In this way, it is a tool that is typically underutilized. Other vision technology benefits include:
• Additional Inspection. Vision technology can grab millions of pixel data points in just a matter of few milliseconds. Typically, a vision inspection system is set up to look for one specific defect where quality escape would be highly problematic to the productivity of an organization. However, there are many other product features visible in the field of view of the camera that can provide additional value to track over time. Often, users simply can add additional inspections to current systems to drive further value from existing hardware without capital spending.
• System Change Requirements. Unlike fixed tooling that provides a solution for specific problems, vision can serve a more general purpose. Existing systems can often be adapted to solve new inspection problems that emerge after deployment to help solve additional problems. Continuing to identify quality issues and solve ongoing problems and inspections via vision technology can help to uphold high-quality standards.
• Record Keeping. Many vision systems simply throw away important data after inspection, leaving no option to go back, retrieve and examine the photographic record of your manufacturing process. However, for relatively little additional cost, manufacturers can acquire a reviewable and auditable record of everything that has passed a given vision inspection station. The retrieval and analysis process can be valuable when providing a high level of customer service (e.g., searching for customer parts regarding complaints). Record keeping also ensures compliance and mitigates liability by having the ability to provide the appropriate information when need be. However, the biggest benefit comes from having facts available for management on demand when navigating complex situations where human memory of occurrences can be imperfect and conflicting.