Francesca Moglia and Jose Pozo, European Photonics Industry Consortium (EPIC)
Additive manufacturing (AM), also sometimes referred to as 3D-printing technology, is not new to industry, but it is finding new applications in today’s market. Machines with this technology were already commercialized more than 30 years ago, using it as an effective tool for prototyping, for investigating new characteristics of single objects, or for research in a relatively small number of R&D departments. In the beginning, the devices relied on stereolithography, simple software, and polymeric materials that were able to be processed at low temperatures. This is an example of photonics helping to originate a disruptive technology.
AM can be used in a number of ways. A laser-based option is often most effective for metal processing. Direct metal laser sintering for metal alloys, and the very similar selective laser melting for single metals, are among the applications of AM available to industry and are based on powder bed fusion. When the strategy favors direct energy deposition techniques, laser engineering net shape and laser metal deposition can affect metallic composition.

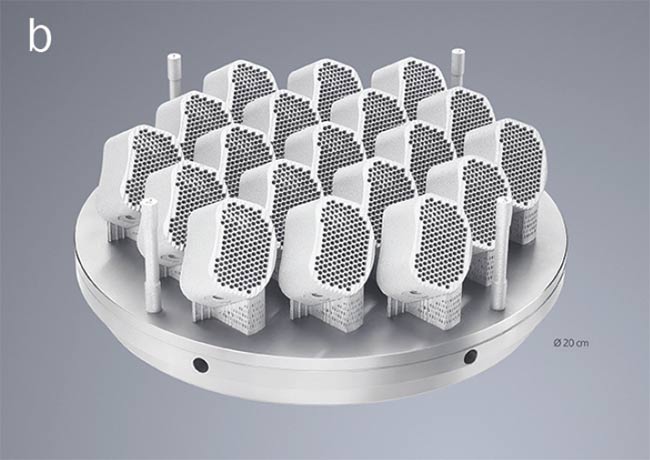

Figure 1. Examples of metal AM products for medical applications: dental (a), spinal (b), and skull (c) implants. Courtesy of TRUMPF Group.
Applications and advantages
In medicine, AM allows the use of titanium and can be employed for providing patient-specific dental, spinal, and partial bone implants (Figure 1) and very specific surgical tools. So this sector takes particular advantage of the individualization and customization made possible with this type of manufacturing.
In the aerospace industry, metal AM offers the chance for R&D departments to test a reduced number of parts, thanks to this same customization, before going to large-scale production. The great freedom of design of complex geometries and the high speed of prototyping that reduces lead times are the incentives for engaging in metal AM. Furthermore, heat exchangers built with this type of manufacturing feature levels of inner complexity and thinness that are impossible to replicate with other manufacturing technologies (Figure 2) — and they can be potentially prototyped to provide the best thermal performance.
With this technology, special single machines and turbines can also be manufactured — for example, for handling and robotics, the automotive industry, and niche sectors such as classic-car parts, Formula One and race bike engineering, and jewelry. One advantage of AM is the capacity to design geometries that cannot be manufactured with classical subtractive technologies (Figure 3). Furthermore, using AM materials can reduce waste generation because only the needed amount of metal is implemented for the construction, rather than subtracting it from a larger piece. Finally, metal AM can save energy costs, and the initial powder is easy to recover and reuse.
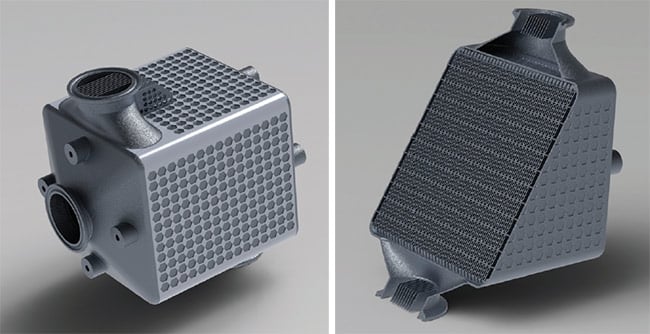
Figure 2. An example of a heat exchanger (full and section views) for multiple applications, depending on the material: oil and gas (stainless steel), aeronautics and aerospace (Scalmalloy), and motorboats (titanium). Courtesy of AMD Engineering.
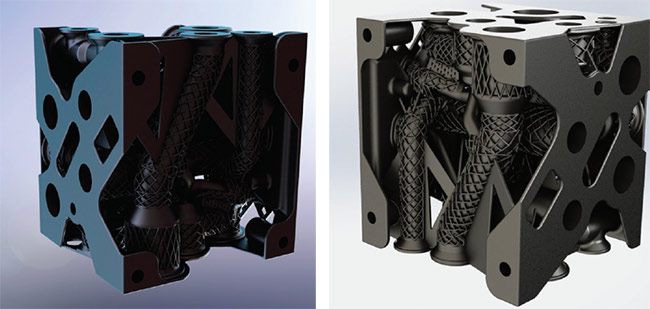
Figure 3. A stainless steel M300 manifold (front and rear views) for industrial applications. Such a manifold can only be produced in one piece with metal AM; its light weight enables high performance because of low load loss. Courtesy of AMD Engineering.
Suppliers and products
AM technology is so well established that it’s possible to find various small- and medium-size enterprises (SMEs) and large industries that offer various related products and services in their portfolios.
A metal AM system is composed of various types of hardware and software and can be modular and configurable, depending on the applications and use. An example of a customizable system framework is supplied by the company Aconity3D GmbH as equipment for powder-bed-based laser melting of metals (Figure 4). The core central part consists of the build platform that can be preheated, one or two process chambers to parallelize production with various materials and gases prepared in a setup station, a multibeam laser configuration, process monitoring, and vacuum options. The process is controlled by software installed in the control computer, which is fed with the design of the element to manufacture, and where the measuring system is connected. A scan system moves the laser beam. Process monitoring can be more complex and ac-curate if a pyrometer and a high-speed camera are added. This would further support real-time analysis of the build job and possible correction of parameters based on characteristics of the melt zone, all elaborated by the software.

Figure 4. An example of a metal AM framework. Courtesy of Aconity3D.
Depending on requirements and applications, a wide range of metal AM products is commercially available. TRUMPF, for example, focuses on two laser-based technologies: laser metal fusion (another name for selective laser melting) and laser metal deposition. The latter technology is mostly used for repairing or coating existing parts, because the laser generates a weld pool on the component surface. A metal filler material is then continuously added and melted in this pool. Thus there is great potential for changing the material, layer by layer.
Other product examples are supplied by Prima Additive, a division of Prima Industrie Group, which provides a large-scale multipurpose solution that combines laser metal deposition, 3D and 2D cutting, and welding; and EOS, which offers direct metal laser sintering systems for prototyping, as well as series products, a complete solution obtained from CAD data of the element to manufacture, and the possibility to apply a special fourfold online monitoring system (Figure 5).
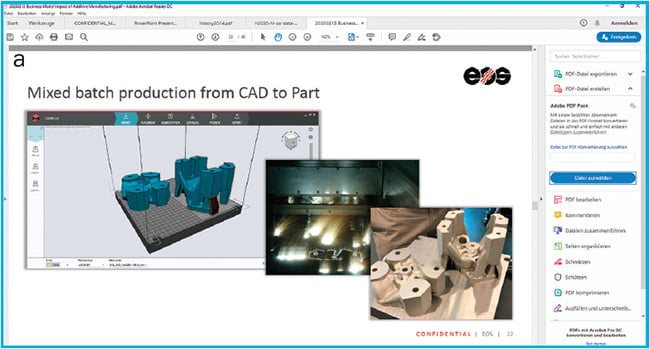
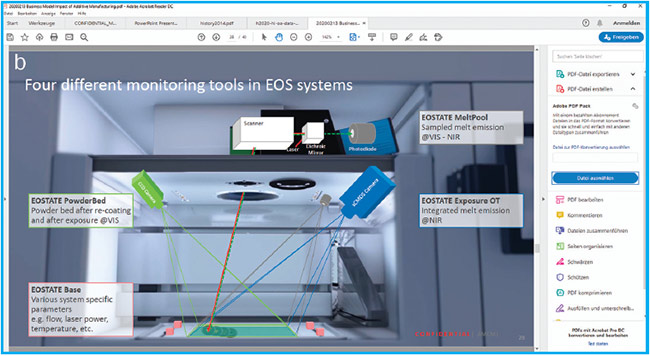
Figure 5. An example of EOS manufacture from CAD data to final product (a) and EOS’ four monitoring tools (b). Courtesy of EOS.
Initiatives
Despite all its advantages, metal AM has a few limitations, such as a slow build rate, the limited component size of the build volume, and the needed post-processing and surface finishing. This can require extended time and tries, New Infrared Technologies, and other companies are developing an end-to-end digital manufacturing solution to enable a cyber-secured bidirectional dataflow for a seamless integration across the entire AM chain.
Finally, in the last few years, the European Commission (EC) — within the framework of the Horizon 2020 research and innovation program (a public-private partnership with Photonics21 [www.photonics21.org]) — has put out calls for the support of metal AM projects. The MANUELA AI project, funded under Grant Agreement 820774, aims to develop an open-access pilot line facility covering the whole production sequence of metal AM.
The 20 partners of the project will benefit from six internal use cases that are designed to improve, develop, and standardize manufacturing processes within both the software and hardware dimensions. The partners include Chalmers Tekniska Högskola, Eidgenös-siches Institut für Metrologie (METAS), RISE IVF, ABB, Friedrich-Alexander- Universität Erlangen-Nürnberg, CSEM, Osai Automation Systems, Qioptiq,
O.E.B., Enel Produzione, Politecnico di Torino, RUAG Slip Rings, MSC Software, Electro Optical Systems Finland, Siemens Industrial Turbomachinery, Stiftelsen Chalmers Industriteknik, Höganäs, Biomedical Engineering, AMIRES, and Cardiff University.
In a second stage, an open call for further use cases will be advertised, offering a service dedicated to SMEs, allowing them to develop faster solutions to reach the market and accelerate their own manufacturing at the same time.
Meet the authors
Francesca Moglia is a project leader at the European Photonics Industry Consortium
(EPIC). She has a background in crystal growth, spectroscopy, optics, and laser development for research and large research facilities. Before joining EPIC, Moglia moved from research and development to scientific management, to coordinate a consortium of funding agencies in the field of astroparticle physics. She graduated with a degree in physics from the University of Pisa in Italy, acquired her doctorate in natural sciences at the Universität Hamburg in the field of laser physics, and pursued postdoctoral activities at Deutsches Elektronen-Synchrotron (DESY), in Hamburg, Germany.
Jose Pozo is director of technology and innovation at EPIC. In this position, he represents more than 500 leading corporate members active in the field of photonics. Pozo’s task consists of actively engaging with members and providing them with the tools to strengthen their positions in the supply chain. He has a 20-year background in photonics technology and market knowledge, and a large network within the industrial and academic photonics landscape. Pozo has a doctorate in electrical engineering from the University of Bristol in England, and master’s and bachelor’s degrees in telecommunications engineering from universities in Spain and Belgium.
Acknowledgments
The authors wish to acknowledge EPIC members and collaborators, including Dirk Sutter from TRUMPF and Roman Pašek from AMIRES. Furthermore, the authors’ gratitude goes to Yves Hagedorn from Aconity3D, Andrea Buccelli from AMD Engineering, Matthias Höh from EOS, and all the MANUELA. project partners.
More information on metal AM and EC-funded initiatives on this topic will be provided at an EPIC meeting on 3D printing of metal at Siemens, in Finspång, Sweden, on Oct. 20 and 21. For more information about the meeting, visit www.epic-assoc.com/epic-meeting-on-3d-printing-of-metal-at-siemens.
This article reflects only the authors’ views, and the European Commission and Photonics21 are not responsible for any use that may be made of the information it contains.