Valerie Bolhouse, Ford Motor Co.
The introduction and proliferation of smart cameras has been the most significant development in the machine vision industry in the past five years. Although continuing advances in pixel resolution, camera interfaces, and computer processing costs and capabilities have all contributed to the growing machine vision market, they are merely enabling technologies. Smart cameras provide an affordable plug-and-play vision system for many manufacturing applications.
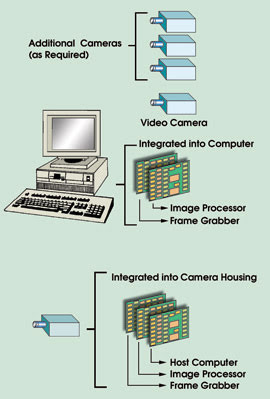
What exactly do we mean by the term “smart camera”? It describes a complete vision system integrated into a package the size of a CCD camera enclosure. Rather than buying a PC, frame grabber, camera and industrial input/output, and integrating hardware and software, the smart camera provides this functionality packaged as a systems solution. The system might require an external PC for setup and programming for the application, but then the PC is removed. The image acquisition, processing, analysis and communication functions are performed in the stand-alone camera unit.
Reduced cost and less complexity are the primary benefits of these systems. Customers who lack the skills and experience to integrate more-complicated machine vision systems can often use smart cameras. Once the required lens and lighting have been determined, the camera is mounted on the line. The user provides DC power and an Ethernet connection, then programs the camera. Programming can be accomplished in a variety of ways.
Suppliers of smart cameras distinguish themselves by the vision processing tools offered and the user interface provided. Some systems can be programmed without the use of an external PC. One particular unit is trained on a good part, and pushing a button on the camera initiates the learning of a pattern. Subsequent images are matched to the trained model. The user selects the accept/reject level as a percentage match to the model.
A system from another supplier is specialized for reading bar codes. The unit is pointed at the two-dimensional code to be read, and a button is pressed. The system learns the 2-D code parameters so that it can decode and output the string values on products coming down the line. These simple-to-program systems look more like sensors or bar-code scanners than what we have come to expect from machine vision.
Other smart camera systems resemble the more traditional vision systems. They might be more difficult to set up, but they offer additional capability and flexibility. An external PC with software is required for programming the unit. Standard vision tools are provided to fixture parts in the field of view, to find edges, to measure distances, to locate or identify features or to perform any of the other multitude of processes you want to perform on the acquired image. The software environment usually uses drop-down menus or graphical icons that are strung together, along with logic tools for decision analysis. The debugged program then is stored online in flash memory to be executed upon command, and the PC is removed from the line.
The major benefits of smart camera systems are lower cost and less complexity.
Remote monitoring and system updates can be done if the camera is connected to the local area network using the standard Ethernet interface. Each camera is identified with a designated number. A manufacturing site can have any number of cameras installed on the line that can be accessed from a PC anywhere else as long as it is connected to the same network.
So when would you use a smart camera instead of a more conventional vision system? Smart cameras make sense for simple applications where one or two cameras working independently can do the job. With multisensor applications, you quickly reach a crossover point where it is more cost-effective to share one powerful computer among many low-cost cameras than to have each smart camera carry its own processor. Also, most multicamera applications require synchronization and subsequent logical or mathematical operations on the processed image data. This is inherently easier to accomplish with standard hardware in a PC-based system.
In addition, as the requirements of an application increase, smart cameras might lack the required capability. Most smart cameras contain only a subset of the image processing tools available in a full PC-based vision system. Moreover, color processing and high-resolution imaging are not yet prevalent in these devices.
Because many of the vision applications being pursued are for lean manufacturing cells, doing simple in-station process control or robot guidance, the smart camera technology will continue to dominate the growth market in machine vision. This will happen primarily in single-station applications, where the camera system will be programmed by either point-and-click or self-learning routines. Smart camera systems will become known as vision sensors, doing much to ameliorate machine vision’s reputation for being difficult to implement.
Growth will be challenged at the higher end of vision applications, though, by new product offerings in CCD and CMOS cameras with an IEEE-1394b, or FireWire, interface. Industry support for IEEE-1394b is growing and has become standard on most PCs. Vision systems can be configured without a frame grabber, using only a PC, cameras and software. Once these cameras are bundled with easy-to-use software and can provide customers with a complete system solution, they will compete directly with smart cameras. Until then, smart cameras will lead the vision market in growth.
Meet the author
Valerie Bolhouse is a staff technical specialist in machine vision at Ford Motor Co. in Detroit. She is responsible for developing and implementing machine vision technology for Ford’s manufacturing operations for quality, productivity and cost improvements.