
Novel Lighting Designs Tackle Vision Challenges in Logistics
Innovative electronic designs deliver 10× brighter light pulses and eye-safe strobing to suit a range of automation applications.
STEVE KINNEY, SMART VISION LIGHTS
Growth in e-commerce has significantly
increased the volume
of products and goods that businesses have had to transport, putting pressure on the quality and throughput in logistics
and warehousing scenarios. For companies in e-commerce, industrial automation technologies have become more important than ever before, but as processes evolve and expand, machine vision components must be able to keep pace.

Figure 1. High-speed processes in logistics environments require advanced machine vision technologies to keep pace with customer demands. Courtesy of Smart Vision Lights.
When trying to penetrate highly
reflective plastic wraps or shipping bags, for example, high-speed barcode reading and optical character recognition (OCR) is difficult, yet businesses today must find ways to solve this task to stay competitive. Innovations in
machine vision lighting are paving
the way for companies to rise to the challenge.
Evolving processes, changing needs
Industrial automation technologies, such as machine vision and robots, continue to be important to businesses of all types. Figures from the Association for Advancing Automation (A3)
help illustrate this; one year after the COVID-19 pandemic began, machine vision sales in North America reached $3.03 billion — a record high — as
companies sought ways to remain
productive and efficient during the
difficult time. Even today, workforce shortages and supply chain issues
persist, shining a light on the indispensable role of automation.
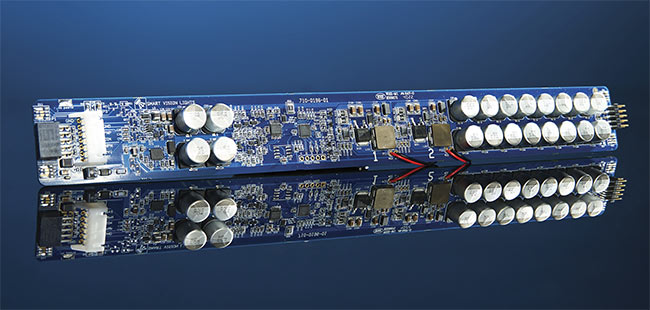
Figure 2. A circuit board featuring dual overdrive lighting mode. Courtesy of Smart Vision Lights.
In logistics environments, businesses must inspect primary and secondary packaging to ensure product quality and prevent escapes, verify labeling
accuracy and compliance, and maintain their reputation among customers.
As processes speed up to meet growing customer demands, these machine vision inspections are just as important, but slightly more difficult — especially as these processes evolve. For instance, verifying a label through shrink-wrap presents significant challenges due to glare, which can render a barcode reader or camera’s ability to read a label or alphanumeric character quite difficult, especially at high speeds.
Traditional methods of eliminating glare, such as using a polarizer, have proved to be effective but reduce light output, which decreases clarity and the overall effectiveness of the read. A novel electronic lighting design made specifically for logistics applications, however, boosts light output far beyond traditional overdrive light modes and can help systems integrators overcome the plastic wrap challenge in high-speed environments.
10× brighter than continuous mode
LED light controllers offer two primary modes of operation, the first of which is continuous mode — LEDs designed, tuned, and tested to meet the thermal constraints of running for an indefinite period, without the need for a duty cycle (the set amount of time a light can run before a rest period). Lights can also run in strobed/pulsed mode, which refers to LEDs that are switched on through a controller when it is required.
Many machine vision lights available on the market today offer overdrive mode, which allows the LEDs to run at more than the continuous current, typically 2 to 4× the intensity of a light in continuous operation mode. This usually requires an external controller, but certain LEDs offer overdrive mode built directly in the light. In the new electronic design, LED lights offer dual overdrive mode, which combines two overdrive engines: standard overdrive and deca overdrive. On its own, a Smart Vision Lights LED light operating in standard overdrive mode delivers >5× the output of continuous mode, but with the new deca mode, end users have a 1-ms light pulse that is 10× brighter than that in continuous mode. In operation, dual overdrive mode begins with the 1 ms of deca mode, and if the exposure continues beyond that, the light falls to standard overdrive to extend the output.
More light, same power
While overdrive mode delivers more light, it also produces more heat. To prevent the light from burning out, the dual overdrive light has a lower duty cycle than a continuous-mode light, but ultimately this may not affect users the way they might expect, if at all. For example, if a machine vision application has a 100-µs pulse width at a 3% duty cycle, the deca overdrive pulse can be repeated every 3.3 ms, which equates to a frame rate of 300 fps. Even a
500-µs pulse width and a 3% duty cycle can run at 60 fps, which is adequate for many industrial machine vision applications, while still providing the equivalent of >5 ms in continuous mode.
From a power standpoint, many smart cameras and other machine vision components have a lower threshold and cannot support the higher burst of overdrive lights, which can reach currents as high as 15 or 20 A. On top of that, supply lines commonly found on factory floors often require power to remain <100 W (4 A at 24 volts of direct current) at all times to be compliant with National Electrical Manufacturers Association (NEMA) class 2 supply line regulations. With the dual overdrive light design, however, the current draw — even when implemented on larger lights — can be limited to <3 A during peak operations, with most staying <2 A. The novel onboard energy storage and charging managing circuit helps ensure powerful bursts of light while maintaining a low consistent electrical draw.
Strobes that self-trigger
Dual overdrive lights can help solve some common machine vision challenges in logistics environments, but these light sources require the widespread strobing of bright LEDs in open areas. Machine vision systems
deployed in warehouses to automate various processes use many other bright LEDs as well, and all these lights can annoy, distract, and cause headaches and even seizures for employees. For systems integrators to reap the benefits of strobe lights in overdrive mode requires the installation of shields around the machine vision system to protect operators. Otherwise, the manufacturer must forego the benefits and use its LEDs in continuous mode, but opting for this method requires the use of 5 to 10× the number of total lights.
To minimize the negative impacts of strobing LEDs and allow manufacturers to maximize the effectiveness of their machine vision systems, a new hardware feature that augments the dual overdrive lights was developed. In the design, the LED lights internally self-trigger thousands of times per second at the overdrive level, and the short-triggered pulses occur continuously, following the duty cycle of the individual light — offering the safety and ease of use of a continuous light source.
Human operators and employees working near the system will see a dual overdrive light equipped with the hidden strobe feature as a continuous light, since people perceive light that flashes faster than 60 to 100 times per second as continuous. When a light triggers in sync with the camera for image capture, the pulses stop, and
the triggered pulse for the camera is executed. After the image is captured, the light returns to its continuously generated pulses to deliver a continuously-on appearance to anyone nearby. While traditional overdrive pulses used for camera exposure can have a separate duration from the new design’s faster pulses in the background, nearby personnel will only notice a slight flicker as the light switches between the camera exposure pulse and the continuously generated pulses.
In standard strobe operation, LED lights can cause people to adjust their vision to the darker light level that is present before the strobe flashes, but the flash can overpower a person’s
vision before their eyes can react. When a person sees a quick burst of light, the eyes attempt to quickly adjust to gain information, but the process happens so quickly that it becomes impossible. So, when a person is near a machine vision system where strobe flashes occur at the same repetition rate, the human body is constantly adjusting between light level changes, which is disorienting and distracting.
Figure 3. The energy storage and power management cycle of a dual overdrive LED light. Courtesy of Smart Vision Lights.
Using lights with the novel hidden
strobe hardware feature causes the
opposite effect to take place. An employee’s eyes normalize to the brighter, near continuous pulses. When a camera exposure pulse and the continuously generated pulses take place at the same time, a slight flicker occurs, especially if the exposure pulse is longer and has a longer duty cycle. In this case, the human eyes tune into the brighter pulses, gaining information while trying to fill in any dropouts the eyes perceive due to the off time of the duty cycle. Then, the human body tries to minimize and hide any perceived variations in the lighting, as opposed
to trying to adjust as it would in a
standard strobed implementation.
Lighting the way forward
Machine vision applications in logistics will continue evolving, and the vendor community must be ready to adapt to provide systems integrators and OEMs the tools that are necessary to keep pace. Lighting — a necessary
component in all machine vision
systems — is no different. Several high-speed inspections in the logistics space require bright lights in short exposure times, with zero motion blur or gain, to acquire the right image for a camera or a barcode reader. Lights that are currently available can deliver these capabilities without the strobing lights negatively affecting people who work near the system and who see the lights on a day-to-day basis.
Meet the author
Steve Kinney is director of training, compliance, and technical solutions at Smart Vision Lights. Prior to his current role, Kinney held positions at PULNiX, Basler, JAI, and CCS. He is a current member of the A3 board of directors and is a past chairman of A3’s Camera Link Committee; email: [email protected].
/Buyers_Guide/Smart_Vision_Lights/c17499
Published: September 2023
Glossary
- machine vision
- Machine vision, also known as computer vision or computer sight, refers to the technology that enables machines, typically computers, to interpret and understand visual information from the world, much like the human visual system. It involves the development and application of algorithms and systems that allow machines to acquire, process, analyze, and make decisions based on visual data.
Key aspects of machine vision include:
Image acquisition: Machine vision systems use various...
- optical character recognition
- Optical character recognition (OCR) is a technology that is used to convert printed or handwritten text into machine-readable text. OCR software and systems are designed to recognize and extract characters, words, and text from images, scanned documents, or even live video streams. This technology is particularly useful for digitizing printed documents and making them searchable and editable.
Here are some key aspects of OCR:
Input sources: OCR can process text from various sources,...
machine visionOCRoptical character recognitionSmart Vision LightsLEDFeatureslogistics