When choosing a laser or laser system, the primary consideration is not location, location, location. Instead, it’s material, material, material. Knowing what material is being worked on, however, is only the start of the selection process.
“The first thing you need to find out is if the laser you’re buying is the best one for your particular application. That includes the power, the wavelength, pulse characteristics, optical beam shape and all those kind of things, because the processes vary all over the map as to which combination of parameters will equal the best process on a particular material,” said Thomas Lieb, president of LAI International Inc. (L*A*I), based in Elk Grove, Calif.
Related: A Tale of Two Laser Applications
Today, Lieb’s primary role is serving as a safety consultant, the responsibilities of which include designing, building and installing containment systems. He also chairs technical committees responsible for laser safety standards. In the past, he advised clients as to which lasers would be best for their respective needs.
In his experience, having a wide array of parameter choices doesn’t ensure success. “You can wander down the primrose path a long way, getting more power and more expensive equipment and not getting the peak performance from your application if you just flat pick the wrong thing to start with,” Lieb said.
Getting help
One way to avoid such a fate is not to go it alone. For instance, searching through technical literature can reveal which types of beams couple best with a given material, Lieb said. He added that tapping the expertise of others is another avenue to explore, with one possibility being vendors who provide application support.
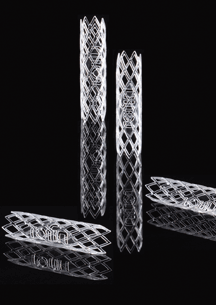
Cutting of bioabsorbable medical devices, like stents, is possible only with femtosecond pulse width lasers. Photo courtesy of Rofin.
According to Roland Mayerhofer, innovation manager at laser maker Rofin-Baasel Lasertech GmbH & Co. KG (Rofin) of Starnberg, Germany, the right place to start when choosing a laser is in an application lab.
That’s because often it is possible to do the job more than one way, with the advantage of one approach over the other not being absolutely clear.
Take pulse width, for example. It can range from milliseconds down to ultrashort pico- or even femtoseconds. Shorter pulses tend to produce less heat damage and provide sharper line edges overall, but improved processing comes at a price. Whether or not the higher quality is necessary and worth the expense may not be clear.
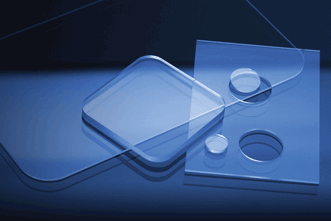
Ultrashort pulse lasers cleanly cut glass and other brittle materials. Photo courtesy of Rofin.
“Can we do the application with a nanosecond laser, for example, for an engraving, cutting or drilling task? Is the quality sufficient? Or do we have to go to an ultrashort pulse laser to get better quality but, of course, at a higher price?” Mayerhofer said.
He added that, in general, pulse width and wavelength are the two most important parameters. Given the portfolio Rofin offers, though, there may be two or three different options that might work. Exploring these choices in an application lab can narrow down the selection to just one. It also can answer such questions as to how much postprocessing is needed, which can tip the economics in favor of a laser as opposed to a seemingly less expensive alternative.
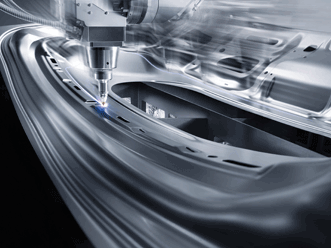
A multiaxis laser cutting system in process. Photo courtesy of Trumpf.
Lasers may account for anywhere from 15 to 50 percent of the cost of an entire solution, with the rest allocated to handling, motion vision, exhaust, inline quality control and other systems. Even here, though, there are choices to be made where expert advice can be helpful.
Consider the question of whether to use fixed optics, a galvo mirror or galvo-stitching. A galvo mirror may be needed if micron accuracy is required, operating distance is short or a large area must be covered. However, fixed optics typically require moving the entire assembly rather than just a small mirror. As a result, speed suffers, and the entire motion assembly becomes more costly. The third option, which combines fixed optics and a galvo mirror, enables the production of micron-sized features on macro parts.
In a nutshell
Generally speaking, the types of materials being processed dictate the laser wavelength choice, said Frank Gaebler, director of marketing at Coherent Inc., based in Santa Clara, Calif. For instance, metal processing typically uses a YAG, diode-pumped or fiber laser that emits a beam at a near-micron wavelength, or in the near-infrared. Nonmetallic materials often use a CO2 laser operating around 10 µm, or in the far-infrared. These lasers also may be appropriate for welding or cutting thick materials, due to the higher processing quality.
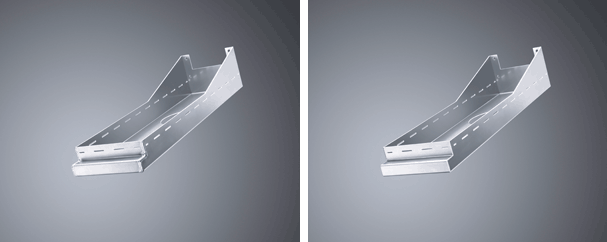
Conventional welding (left) leaves a rough bead, visible on the front edge of the part, as compared to laser welding (right) done with the right laser parameters. As a result, the right laser can offer less expensive processing overall. Photo courtesy of Trumpf.
Ablation, engraving and other delicate work benefit from using ultrashort bursts of energy. Still, Gaebler said, for most industrial applications, picosecond pulses are enough, although femtosecond pulses (one thousand times shorter) are required to make high-aspect-ratio structures.
As noted, picking a laser that can deliver an appropriate power level is important. Often that level is determined by the material and desired throughput. Generally, higher power translates to more parts produced, provided the wavelength is right.
The beam parameter product (BPP) also is important. Calculated from the laser beam’s divergence angle and its radius at its narrowest point, BPP is a measure of the beam’s quality and how well it can be focused to a small spot. The beam quality is given as a ratio to that of the ideal, with lower numbers being better. Different applications demand different beam quality numbers.
Laser cladding, for example, involves creating an additional layer of material on a part, and all that’s needed is energy, hence the quality measure can be as high as 100. In contrast, welding might need a quality level within the 8 to 25 range, with the lower number being necessary when working at a distance, due to the fact that the beam must be focused to a small spot. Other
applications demand even better beam quality.
“If you want to cut really nicely, typical cutting lasers have very high beam quality, or a BPP of two to four. Beam quality is much better for cutting than for cladding. When you’re thinking about what kind of application you’re dealing with, you have to make sure you look for the right beam quality,” Gaebler said.
He noted that when making a laser selection, it may be necessary to compromise. A shop that routinely cuts thin metals but occasionally has to make much thicker cuts could opt to use a CO2 laser instead of a fiber laser because the former does a good enough job and there’s no room – or budget – for two systems.
Setting and meeting expectations
Often, the selection process for a laser starts with education, said Mike Klos, general manager of Midwest Operations at IPG Photonics Corp. in Novi, Mich. This division of IPG, an international fiber laser producer and distributor, caters to automotive, farm implement, appliance and machine builder industries.
Customers may come in with an application in mind that involves an incompatible material interaction or where the cost of laser processing is not justified, Klos said. If the initial project reviews indicate basic compatibility, the next step is to examine the overall technical and economic viability of laser processing, which has to account for all aspects. There may be, for instance, a reduction in processing time or an elimination of other cost factors, such as weld wires or expensive assist gases like helium. It may be that there’s a productivity increase, allowing output to double, for example, without any increase in factory size.
“In many cases, the laser can pay for itself in less than a year,” Klos said. “With all aspects considered,
incorporating a laser process can show dramatic cost reduction for an entire line.”
Success in the use of a laser may involve changes to small details on a part. That’s one reason why enlisting the expertise of a laser vendor during the design process of parts that will be laser welded is a good idea, according to Klos.
He added that a common mistake is basing assumptions on past projects. For instance, it may seem that if welding millimeter-thick steel took a 3-kW laser, then bumping up the thickness by 50 percent would result in only a minimal reduction in speed.
However, given the number of parameters involved, that’s not a safe assumption. Only by testing each application is it possible to determine what the right parameters are. For the same reason, the material should be monitored to make sure it’s consistent, as doing so will ensure process consistency, Klos said.
Frank Geyer, product manager for laser systems at Trumpf Inc.’s laser technology center in Plymouth, Mich., sometimes has to educate customers. Thanks to movies and TV shows, customers may expect that a beam can slice through a gold bar instead of bouncing off it, for instance.
Such education involves letting potential customers know that lasers offer high quality and highly repeatable processing. Laser systems also offer greater flexibility. A part change, for instance, may only require reprogramming a laser’s path, which is quick and inexpensive as compared to changing mechanical tooling.
There also may be less rework, which is an important consideration. Metal inert gas welding, for instance, is less costly than laser welding, but the resulting weld bead is rough. Thus it must be further processed before it can be painted or otherwise finished. With the right laser choice, there is no postprocessing, resulting in cost savings and productivity improvement.
Lasers also provide other processing benefits. Since no mechanical forces are involved in cutting, there is no shearing or cracking at the edge. There also is a smaller heat-affected zone because the heat from a laser is more concentrated, which means less part deformation.
On the subject of laser selection, Geyer said, “Sometimes, the laser simply becomes the only choice that you have.”