Sapphire, spinel, and ALON have been around for many years; however, new production capabilities enable their use in emerging applications.
KURT SCHMID, DAVID MAXWELL, AND BILL RIPLEY, GT ADVANCED TECHNOLOGIES
While single-crystal materials and ceramics are not as widely used for optical applications as glass, there are niche applications, such as aerospace, submarine optronic, and high-energy laser windows, for which these materials are favored. The choices for these applications often come down to three materials: sapphire, spinel, and aluminum oxynitride (ALON). Sapphire is a single-crystal material, while spinel and ALON are ceramic materials, and each has evolved markedly over the past several years in terms of producibility, affordability, and suitability.

Aerospace windows must withstand harsh environments while demonstrating excellent optical properties.
Emerging and traditional defense and aerospace applications require robust
optical materials capable of operating in the IR spectral regions. The near- to mid-IR region (1 to 5 µm) has always been
important for defense and aerospace
because of the ubiquitous nature of IR sensors, detectors, and cameras. The visible regions are also important for cameras and other systems working in this range. Materials such as sapphire, spinel, and ALON satisfy both the VIS and IR requirements, and all operate into the UV
region to varying degrees. All three are robust, high-temperature capable, and mechanically strong when compared to other common optical materials. The combination of optical performance, transmissivity, mechanical strength, and high-temperature survivability makes each a good fit for harsh-environment
applications requiring precision optics.
Aerospace applications
Optical materials are necessary in aerospace applications because of the complexity of electro-optical systems operating in multiple wavelength regimes and traveling at high speeds and in harsh environments. The emphasis on optical performance for accurate information transfer is critical because of the life-or-death nature of the circumstances. Since the accuracy of this information is directly affected by the interaction of
photons with the exterior optics themselves, the optical wavefront, transmission, and temperature coefficient of the refractive index are critical performance metrics.
New defense technologies such as high-energy lasers (HELs) and submarine optical systems are emerging and causing the industry to reask the question: Which optical materials are best for advanced applications? Many of the traditional factors noted above must be considered when choosing among these optical materials, including their mechanical strength, useful transmission range, optical performance, size, price, and availability.
Sapphire
Sapphire is a single-crystal material with a hexagonal structure, a melting point of 2040 °C, a hardness of 9 out of 10 on the Mohs scale (diamond measures 10), and a refractive index of 1.76. Sapphire
is grown from a seed crystal in a high-temperature furnace using a range of methods that includes the heat exchange method (HEM) and a low-absorption optical sapphire (LAOS) process.
HEM allows for large-diameter sapphire up to 23 in. in diameter and heights up to 13 in., with a mass up to 300 kg. Crystals are grown in an upward fashion, with the seed crystal located at the bottom of a crucible. This process uses
an A-plane seed, which results in the crystal being grown in the A-plane
direction.
Highly pure starting material is placed on top of the seed, and the furnace is then brought to a temperature above 2040 °C. The crucible and seed crystal sit on a heat exchanger, which provides a cool spot
so the seed will not melt out completely. The periphery edges of the seed are allowed to melt back slightly, after which the temperature is reduced at the seed and the growth process begins. The melted sapphire “freezes” on top of the A-plane seed so each atomic layer of new growth orients itself to the seed structure.

Figure 1. As grown, a 23-in.-diameter HEM sapphire boule. Courtesy of GTAT.
When done correctly, the resulting boule contains an extremely homogeneous crystalline structure. Moreover, because of the upward growth direction, bubbles and impurities are pushed toward the top to yield a highly pure crystal. The normal transmission range of the resulting HEM sapphire is from 0.240 to 5 μm (Figures 1, 2, and 3).
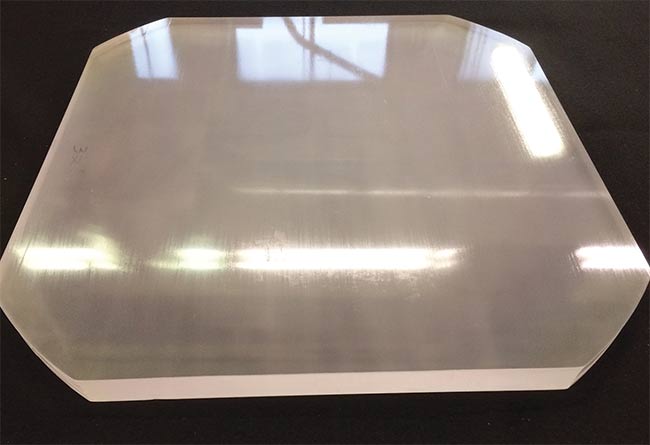
Figure 2. Aerospace window blank made from 23-in.-diameter HEM sapphire boule. Courtesy of GTAT.
Similar to HEM, the LAOS process also yields large, high-purity sapphire boules with diameters up to 13 in. LAOS crystals, however, have shown bulk absorption values under 20 ppm at 1064 nm, which is lower than sapphire created by other methods. Their spectral transmission ranges from 0.15 to 5 μm, and these large crystals can have no birefringence. In addition, LAOS crystals have been optically fabricated to transmitted wavefront values of 1/40th wave P-V @ 632 nm, which satisfies the stringent optical requirements for applications such as HELs.
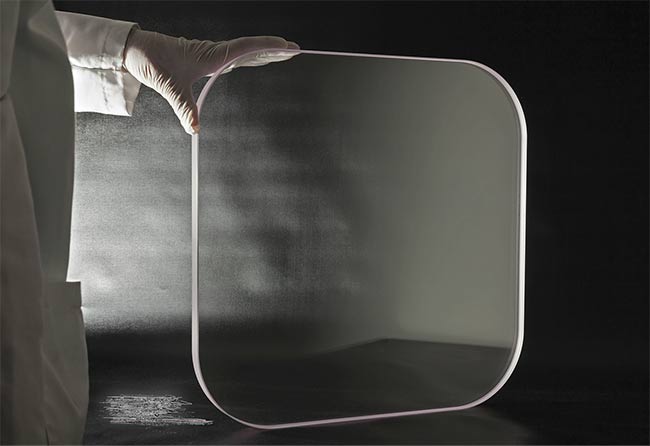
Figure 3. Finished aerospace window made from 23-in.-diameter HEM sapphire boule. Courtesy of GTAT.
Spinel
Spinel, or magnesium aluminate spinel (MgAl2O4), is a transparent ceramic material produced by hot isostatic pressing (HIP). It is a cubic-structured material, or optically isotropic, with transmission from 0.25 to 6.5 μm in its polycrystalline form. Spinel measures 7.5 to 8 on the Mohs scale, with a refractive index of 1.72. Because spinel is polycrystalline, it’s possible to form near net-shape parts, which means less fabrication is required to finish at the final form. This offers cost advantages when compared to a single-crystal sapphire grown in boule form. When compared to sapphire and ALON, spinel offers the highest transmission, in the range of 4.5 to 6.5 μm. (While several companies that produced spinel have closed in recent years, it is still available at Surmet Corp. and CeraNova Corp.)
There are two main approaches used to manufacture transparent spinel. One method is sinter HIP and the other is a lithium fluoride (LiF)-aided HIP. While the spinel sintering method has been used, its yields were very low, mainly because of cloudiness in the formed blank. The U.S. Naval Research Laboratory (NRL) discovered a way to optimize the sintering method using a hot press, so the size and shape of the near net products were determined by the size and shape of the press. In addition, powders and sintering aids were more uniformly mixed, which led to a dramatic reduction in grain boundaries, haze, and inclusions. By focusing on the purity of materials from the start, the NRL was able to overcome numerous challenges to spinel quality.
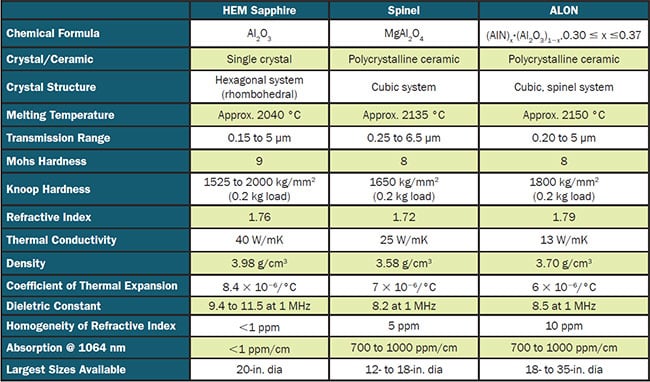
TABLE 1.
Key comparison metrics for common materials used for window and laser applications
ALON
ALON, or aluminum oxynitride, is
a polycrystalline ceramic that may be familiar from a reference to it as “transparent aluminum” in a popular “Star Trek”
film. Originally developed at Raytheon Corp. (and continuing in production at Surmet), ALON is actually a ceramic that contains the elemental composition of aluminum, oxygen, and nitrogen. The material is produced in a process that heats and molds very finely sized and sorted particles that cool and condense into a cubic spinel structure. This process allows the creation of near net-shape parts, the geometry of which comes very close to that of the final form of the desired finished part. ALON is an optically isotropic ceramic with a spectral transmission range from 0.20 to 5 μm in its polycrystalline form, measures 8 on the Mohs scale, and has a refractive index of 1.79 (Table 1).
Key airborne factors
Aerospace applications require very robust materials that can withstand harsh environments, extreme temperature swings, and direct contact with atmospheric conditions such as debris and water. Aircraft and missiles routinely exceed Mach 1 during flight, and UAVs are capable of high flight speeds as well. Window materials on board these vehicles must be able to withstand the heat and thermal loading caused by rapid acceleration. The force of high-speed impact
from rain, sand, and birds is another
environmental factor that these materials must withstand. Sapphire, spinel,
and ALON have all demonstrated the capability to succeed under these conditions.
C-plane sapphire is a material widely used in air-to-air missiles because of its high transmission in the useful 3- to 5-μm range and its hardness and thermal shock resistance. ALON and spinel are also used for missile domes and are nonbirefringent. However, the thermal shock resistance of these materials is about half that of sapphire (175 vs 80 Btu/(ft2-s))1. Among the materials tested — which included sapphire, spinel, ALON, yttria, zinc sulfide, and germania glass — sapphire proved to be the most thermally shock capable. Typical dome diameters range from 3 to 6 in., but C-plane sapphire can be manufactured to 13-in. diameters for air-to-air missile domes.
Reconnaissance and airborne sensor windows are typically large, up to 24 in. for rounds and 14 × 20 in. for rectangles. These unique windows require low surface roughness without subsurface damage, fractional wave flatness, large-area transmitted wavefront error performance, and high transmissivity, with mechanical strength far in excess of glass or quartz. Because sophisticated electro-optical systems rely on photons passing through exterior optical materials, these systems will be limited by the quality of the optical material wavefront and overall transmission in the desired wavelengths. Sapphire is the primary material used for these applications because it can sustain higher optical performance and has a long history of flight survivability backed by years of strength data. While spinel and ALON have traditionally been available in larger sizes than sapphire, manufacturability with consistent optical properties has been challenging, and theoretical economical fabrication advantages have not been realized for these ceramics.
Undersea factors
Materials such as sapphire, spinel, and ALON satisfy both the VIS and IR requirements, and all operate into the UV region to varying degrees.
Undersea applications have their own specific requirements. Here, optical materials must withstand high pressures that increase at 1 bar (14.7 psi) for every 10 m. Thus, underwater optics operating at 300-m (1000 ft) depth will experience 30-bar (441 psi) pressures with continued submersion in salt water, all while maintaining optical accuracy and mechanical strength. Sapphire has been used as part of the optics suite on certain classes of nuclear submarines for many years. Newer sapphire optical manufacturing processes and techniques have put more focus on this material for submersible applications. Complex shapes — including tubes, ellipses, and other radiused parts with polished outside and inside diameters — are now possible because of more advanced, more effective production methods. Advancements in polishing technology now allow for low subsurface damage and angstrom-level surface roughness, both of which maximize mechanical strength while reducing the surface drag of the parts in water. Coating technologies for sapphire and other optical materials have been designed for antifouling and water shedding. ALON and spinel can be produced in the right sizes and shapes for undersea applications, but their chemical inertness and thermal cycling survivability are still under evaluation.
HEL applications
HELs have gained considerable attention and government funding because of their practicality, flexibility, multithreat capability, and cost-per-shot economics. HEL systems require an exit window that is nonbirefringent and highly homogeneous, and has very low intrinsic losses. The window will be polished to angstrom levels with optical figure in support of transmitted wavefronts of 1/10th wave P-V or better. The importance of low-absorption material cannot be overemphasized, as a small absorption of power in the kilowatt or hundreds-of-kilowatt regimes would cause heat gradients in the window that could be catastrophic to the laser system itself.
HEL systems can be deployed and operated in an environment such as on board a U.S. Navy destroyer to protect the ship from multiple small threats, such as drones and runabouts. The technology allows multiple inbound threats to be detected, tracked, and destroyed at a fraction of the cost of traditional defensive weapons. LAOS crystals are a prime material candidate for HEL applications because of their superior optical performance and low temperature coefficient of refractive index and absorption values (measured at less than 20 ppm @ 1064 nm) — 25 to 50× less than those for spinel and ALON.
Defense and laser applications are expanding and developing, as are the optical requirements of these systems. While the high-performance optical materials discussed here are not new, they too are evolving as scientific understanding and production processes mature. It is important that the engineering community considers the current state of availability, size, and performance when deciding on which materials to use for today’s defense and aerospace applications.
Meet the authors
Kurt Schmid has been in the sapphire industry for 20 years and is president of the GT Advanced Technologies (GTAT) Advanced Materials Group.
David Maxwell is the laser materials manager of the GTAT Advanced Materials Group in Salem, Mass. He has 20 years of experience in optical testing and metrology.
Bill Ripley has more than 30 years of experience in the sapphire industry and is the sales manager of the GTAT Advanced Materials Group in Salem, Mass.
Reference
1. J.S. Lin and L.B. Weckesser (1992).
Thermal shock capabilities of infrared
dome materials. Johns Hopkins APL Tech Dig, Vol. 13, No. 3, pp. 379-385,
www.jhuapl.edu/techdigest/views/pdfs/V13_N3_1992/V13_N3_1992_Lin.pdf.