Compact lasers in the 25- to 150-W range dominate the market for engraving nonmetals and coated metals.
David C. Clark, Coherent Inc.
Over the past decade, sealed carbon dioxide lasers have evolved into economical, workhorse tools used in a wide range of industrial tasks, including cutting nylon airbags, trimming molded plastics and scribing ceramics, to name just a few. In the midpower range of 25 to 120 W, the dominant application is laser engraving, where the compact CO2 laser has played a critical enabling role. The latest folded-waveguide CO2 lasers provide benefits for engraving, allowing system integrators to develop products with improved return on investment (ROI), superior performance and increased flexibility.
CO2 lasers and laser engraving
Engraving includes creating surface marks for such purposes as personalizing products or labels, labeling products with identification or a brand, producing architectural signs for use in buildings, inscribing trophies and plaques, and even creating photorealistic headstones. The 10.6-μm CO2 laser wavelength is efficiently absorbed by many engraving substrates, including cast acrylics, two-tone plastics, wood, rubber and glass. Even at power levels <100 W, sufficient laser power density for engraving these materials by removing surface material can be easily achieved.
The amount of material removed depends on the laser power, the focused spot size and the dwell time. A typical example of a laser-engraved product is the desk nameplate produced from a two-tone plastic substrate. The laser selectively removes the cap sheet material to expose the underlying substrate, whose color contrasts with that of the cap sheet.
What about metals? Most metals efficiently reflect at the 10.6-μm wavelength, so low-power CO2 lasers can’t remove metallic surface material. But a host of laser engraving applications now involve coated-metal substrates, such as painted brass, anodized aluminum and stainless steel with a spray-on coating. In this case, the laser removes the coating and exposes the underlying metal to produce a color change. However, as with processing any metal surface, care must be taken to protect the laser from backreflection.
Laser engraving has evolved into a superior alternative to traditional mechanical engraving using a rotary tool. The numerous advantages that are offered by lasers include achieving consistent results with no tool wear, no tool-replacement downtime, higher spatial resolution, digital control and flexibility, and the ability to produce complex, even three-dimensional, graphics. For example, many laser engraving machines offer resolution as high as 1200 dpi, whereas even the best mechanical engraving machines are realistically limited to a few hundredths of an inch (10 to 50 dpi) at best.
Optimized laser performance
Sealed, radio-frequency-driven CO2 lasers are available with several architectures, each with its own set of features and benefits. Folded-waveguide lasers dominate the engraving market because this design delivers the ideal characteristics for this application. In this configuration, the radio-frequency-excited cavity is a long, metal waveguide with a symmetric (square) cross section incorporating multiple-fold mirrors.
This approach produces a very high power-to-size ratio, in terms of both power to length and power to volume (Figure 1), and higher power translates directly into faster marking. At the lower end of the market, a high power-to-size ratio has enabled the development of compact desktop laser engravers with unprecedented speed and high return of investment. For larger systems, the small size has permitted high-speed engraving with a gantry-mounted laser.

Figure 1. The CO2 laser architecture based on a folded waveguide allows a high power-to-size ratio. This laser is just over 12 in. long but can deliver 30 W of output.
An equally important benefit of folded-waveguide architecture is its fast rise time — how quickly it can be switched on and off. Fast pulsing lowers the amount of laser energy converted into wasteful peripheral heat, increases engraving speeds and minimizes heat damage. However, to create marks with smooth edges at high write speeds, the laser must be pulsed at a very fast rate so that the pulses have a high degree of overlap when the beam is rapidly moved across the substrate. The use of a waveguide with a small cross section (typically 2.8 mm) and an optimum gas pressure results in much faster rise times than other cavity types currently used for small CO2 lasers. The typical rise time is in the range of 50 to 75 μs (Figure 2), which supports pulse repetition rates >50 kHz.
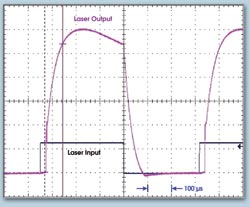
Figure 2. A fast rise time allows a folded-waveguide laser to deliver square pulses, even at high pulse-repetition rates. This oscilloscope trace shows a typical laser rise time measurement of 55 μs.
Another key advantage of this configuration is excellent mode quality. In fact, a well-designed laser of this type can deliver an M2 of only 1.2 (Figure 3). This is because the mode structure is solely determined by the waveguide characteristics, which can easily be controlled to produce nearly single-mode output. In contrast, the free-space resonator is dependent on the cavity mirrors and their relative alignment. For engraving, low M2 results in a smaller focused spot, enabling both faster processing and higher resolution for a given laser output power.
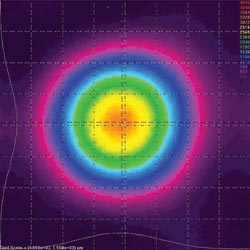
Figure 3. A folded-waveguide resonator can produce a TEM00 beam with M2 of only 1.2.
The dominant role of the waveguide in determining beam characteristics has the added benefit of producing beam stability. The beam quality and pointing direction are relatively unaffected by changes in ambient temperature, and are unaltered by the vibration and motion encountered in engraving applications.
The waveguide control of the output beam also allows these lasers to deliver a high dynamic range; the output power can be varied widely with no effect on the beam quality or output beam direction. This enables a single engraving machine to optimally process a variety of materials, from acrylics to wood to coated metals. For smaller engraving shops, this flexibility and its effect on return on investment can be key “make or break” affordability factors.
And lastly, the folded waveguide is scalable and flexible. These lasers are available with a wide selection of output powers and the choice of air- or water-cooling. Some models offer additional platform compactness by incorporating the radio-frequency source within the laser head. This product range allows users to choose the optimum combination of cost and performance for their application.
The job shop market
Because of the size and diversity of the laser engraving market, numerous system integrators offer products at a range of levels. One leading integrator for smaller and desktop applications is Epilog Lasers of Golden, Colo. The company claims a number of interesting “firsts,” including the first to offer a rotary option allowing the engraving of cylindrical and curved pieces.
According to Mike Dean, Epilog’s director of sales and marketing, its systems, which are based on air-cooled lasers in the 25- to 120-W range, are sold primarily to engraving job shops, often to small businesses or even to one-man home businesses with just a single machine.
“Trade-offs between cost and performance are crucial considerations in this market,” Dean said. “The 25-W laser is really the minimum power level for most engraving applications, and it allows us to offer a complete system under the critical $10,000 price barrier. The top end of our product spectrum utilizes 120 W of laser power to deliver very high throughput. We could offer higher-power systems, but our target small-business market will not support the higher cost.”
Epilog’s systems incorporate air-cooled lasers for simplicity and cost reasons. Each laser is mounted in a fixed position, with flying optics used to move the beam over the worktable. These machines typically support two modes of operation: In the engraving mode, the beam is rastered over the work surface, creating text and graphics in a manner analogous to a computer printer (Figure 4). The systems also provide vector scanning for singulating parts after engraving. Typical vector-cutting applications use 1/4-in. acrylic and thin wood.

Figure 4. An engraving of an Aztec calendar illustrates the level of detail that can be easily achieved with a laser. Courtesy of Epilog Lasers.
Fast laser rise time
Dean noted that the fast rise time of folded-waveguide lasers such as the Coherent Diamond C and Gem series is critical for his product. “Our hardware can move the beam at up to 120 in./s,” he said. “If a mark includes a 50 percent gray fill pattern, then every other ‘pixel’ will be black; i.e., engraved. That means we need to cycle the laser on and off 300 times in every inch. At 120 in./s, that translates into a 36-kHz pulse rate. Even at this rate, the fast laser rise time results in pulses with a square temporal profile, so virtually all of this pulse energy goes into removing material, rather than wasted heat.”
Kern Electronics and Lasers Inc. of Wadena, Minn., is a systems integrator that supports the high-throughput and large-parts segments of the engraving market, including industrial manufacturers involved mainly in marking their own parts. Gerald Kern, the company’s founder and president, explained, “Our systems are built around water-cooled lasers rated at either 100 or 150 W. This is because, even in the industrial market, most engraving applications cannot support the cost of 250- or 500-W lasers. Moreover, the 150-W system falls just under the ceiling for the Section 179 tax deduction for capital equipment, significantly impacting its ROI.”
In the typical Kern system, substrates are mounted on a table with dimensions as large as 52 × 100 in. The laser is mounted above the table on a moving gantry. According to Kern, many of his clients want up to 2000-dpi resolution. But, he noted, “with our large surface, we could not maintain beam integrity across the entire table using flying optics.”
Not surprisingly, he cited the high power-to-size ratio of the folded-waveguide laser as a major benefit for these systems, minimizing the size, complexity and cost of the moving gantry used to support the laser. The company’s systems also rely on fast rise times to support high-resolution engraving at market-enabling throughput rates.
One unusual aspect of the system is its ability to render 3-D engraving by use of software algorithms — in Kern’s KCam software package — that map gray scale into engraved depth (Figure 5). The operator defines depth by using the gray scale in graphics programs such as CorelDraw, Adobe Illustrator or Photoshop. KCam then accepts up to 8-bit gray-scale files and adjusts the laser power to one of 256 preset levels.
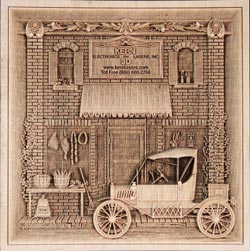
Figure 5. Three-dimensional engraving is possible by converting gray scale to depth in Kern’s KCam software. This example was created with untreated birch. Courtesy of Kern Electronics and Lasers Inc.
Kern’s systems use water-cooled Diamond Gem lasers to support the often harsh and variable continuous-operation work environment. He explained, “In a harsh environment, with constant operation, our customers need the ultimate stability that a water-cooled laser delivers. This is more important than the cost saving that an air-cooled laser would provide.”
Conclusion
Reliable and long-lived sealed CO2 lasers are used in a variety of applications, and current laser development is clearly targeted at delivering products that support the needs of particular niche markets. Engraving is but one example where these optimized lasers have been successfully deployed and have, in turn, helped grow that market segment.
Meet the author
David C. Clark is director of marketing at Coherent Inc. in Santa Clara, Calif.; e-mail: [email protected].