
Seeking a Smoother Way to Measure Roughness
Hank Hogan
Christopher A. Brown, a professor of mechanical engineering at Worcester Polytechnic Institute in Massachusetts, also could be thought of as a topographic mapmaker working on a very fine scale because of his interest in the texture of surfaces.
From surface-height measurements taken as a function of position, Brown, founder and director of the institute’s surface metrology laboratory, hopes to develop a way to abstract the measurements into numbers that could summarize the potentially more than a quarter million heights from a 512 × 512 array of points and help discriminate between two surfaces. The same information could be correlated to physical characteristics.
Just as with the porridge in the children’s fairy tale, abrasives must be just right – not too rough or too smooth. They also must be tough enough to stand up to the job. So researchers are studying how abrasives wear, looking, for instance, at what happens to nickel-coated diamond abrasives that are used to finish the surfaces of small, high-performance valves. Determining wear means measuring surface height and texture, which can be difficult when the abrasive grit measures a few tens of microns and has steep sides.
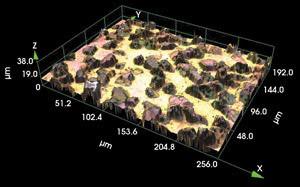
By measuring height, as seen in this map of a nickel-coated diamond abrasive, researchers at Worcester Polytechnic Institute’s Surface Metrology Laboratory can study the wear of this abrasive, which is used to finish surfaces for small, high-performance valves. Courtesy of Brendan Powers, Worcester Polytechnic Institute.
Mapping that surface has presented a challenge. In the past, a mechanical stylus might have been used to measure surface roughness or texture. However, the point of contact might be at best 1 μm in diameter and at worst, 10 μm, limiting the ability to measure fine features. Moreover, the mechanical force required with this method could destroy more delicate features.
The advanced form of a stylus at the heart of an atomic force microscope (AFM) avoids these problems. However, an AFM can measure only small and smooth regions of a surface, making it suitable for only the tiniest area or for measurements requiring extreme precision.
Optical techniques do not offer the same resolution as atomic force microscopy but, by using vertical scanning of contour lines, optical techniques can measure the surface texture of a region of material. These measurements can be performed very rapidly and with a high degree of accuracy.
Interferometric methods can handle many kinds of surfaces, but very rough ones, such as those found in abrasives, present a challenge, Brown said. “As the slope gets steeper, you get less information because the angle of observation becomes more acute.”
Confocal microscopy
In seeking a way to measure surface texture, Brown found confocal technology from Olympus to be among the most versatile in terms of dealing with surfaces and roughness. The technique can tackle highly reflective or absorbing surfaces, both of which cause problems for other optical methods. It also deals with a variety of textures, including abrasives with very steep slopes.
David Rideout, product manager in the micro-imaging division of Olympus Industrial America Inc. of Orangeburg, N.Y., noted that the instrument’s 408-nm operating wavelength represents a compromise. A shorter wavelength provides better resolution because the classical diffraction limit is about half the wavelength of the source light, but an ultraviolet source would increase the fabrication and operating expense of the instrument because of the expensive optical materials required.
The solution is a wavelength as short as possible but still in the visible range. The cost and stability of the 408-nm solid-state laser make this wavelength attractive.
The resulting device has 20-nm resolution in the Z-axis, Rideout said. He explained that the roughness analysis of a surface can take minutes, versus the hours that extracting the same data might take with an old-fashioned profilometer.
Stitching separate surface texture images into a single, larger picture is a common desire among end users, a capability that is an option for the laser confocal system.
Although happy for the most part with the technology, Brown wants better software in all current surface metrology devices to help users discover how to discriminate between surfaces and find functional correlations.
“These are the important objectives of surface metrology that can provide information necessary to help add value to products and processes and reduce development times,” he said.
Contact: David Rideout, Olympus Industrial America Inc.; e-mail: [email protected]; Christopher A. Brown, Worcester Polytechnic Institute; e-mail: [email protected].
Published: September 2008